Saaidrapier, saaireder
Ondernemer, die de grondstof, grove wol inkocht en die deze tegen stukloon door thuiswerkers liet verwerken:
wassen, spinnen, kammen, weven enz. en die het eindproduct verkocht.
Saaimaker
De saaimaker vervaardigde saai, d.w.z. een wollen gekeperde stof. Men kende saai in verschillende uitvoeringen. Deze stof werd voor verschillende doeleinden gebruikt. Als kleding hoofdzakelijk door de lagere standen bijv. als huik, een lange vrouwenmantel. Maar men maakte er bijv. ook gordijntjes van voor de bedstee.
(Saai was ook wel de benaming voor wollen- of halfwollen breigarens, sajet)
Saaiwerker
Werker, die thuis saaivervaardigde in opdracht van de saaidrapier.
Saalmaker
Zie zadelmaker.
Sacristie-bewaarder (Sacristy-bewaerder)
Bewaker van de sacristie, d.w.z. het vertrek (soms ook kast), waarin de gewijde voorwerpen worden bewaard en waar niet openbare kerkelijke plechtigheden plaats vonden/vinden.
Sajetfabricage
Sajetgarens werden o.a. in Leiden en Veenendaal geproduceerd, waarschijnlijk ook in Noord-Brabant.
In Leiden hadden een vijftal fabrieken in 1950 volgens een telling van het CBS meer dan 1300 werknemers in dienst.
Bij het zoeken naar genealogische overzichten met mensen, die op een of andere manier in de sajetfabricage hadden gewerkt, kwam ik diverse functies tegen, vooral in Veenendaal en omgeving. Deze plaats was destijds onder meer bekend door de Scheepjeswol, die daar vandaan kwam. Op gegeven ogenblik heb ik daarom contact opgenomen met het gemeentearchief van Veenendaal. Al vlot kreeg ik antwoord van de heer Dave Eickhoff. Er waren wel archivalia, maar geen beschrijvingen van oude functies. Wel kreeg ik het adres en telefoonnummer van de heer J. van Walsum (uit 1921), die vroeger in de textiel gewerkt heeft en er veel vanaf zou weten. Deze heer was zo vriendelijk me te vertellen, wat verschillende van die functies inhielden. Aan de hand van wat hij vertelde plus de beroepen uit de verschillende familieoverzichten kwam ik tot een aantal functies die bij de sajetfabricage werden toegepast. Aan de hand het Handboek der Mechanische Technologie, 2e deel (o.a. het spinnen en weven) door dr. Karl Karmarsch en vertaald door G. Kuijper, verschenen in 1861, heb ik getracht het procedé te reconstrueren. Een en ander met enig voorbehoud, o.a. wat betreft de volgorde van de productie van wol tot en met sajetgaren.
De produktie is ontstaan als kleinschalige huisarbeid.
In Veenendaal was de wolverwerking in handen van wolkammersbazen. In feite kleine zelfstandige ondernemers, die wolverwerkingsbedrijfjes exploiteerden. Zij kochten de wol op bij de boeren, waarna in hun bedrijfjes de wol werd gekamd. Na het kammen ging de wol naar de spinners, die thuis op een spinnewiel de draad sponnen. Ten dele was het in Veenendaal seizoenarbeid.
In de zomer werd in het veen gewerkt (tot dat afgegraven was). Naast de man hielpen meestal ook vrouw en kinderen zich met het spinnen bezig. Daarna ging de gesponnen draad terug naar de wolkammerswerkplaats, waar er sajet van getwijnd werd, d.w.z. dat twee of meer draden ineengedraaid werden. Als laatste behandeling werd het sajet geverfd, toen dikwijls in de kleuren zwart of donkerblauw.
Deze sajet werd onder meer gebruikt om er stof van te weven.
In Veenendaal gebeurde dat alleen op zeer kleine schaal. De sajet werd vooral verkocht aan wevers elders, vooral in het westen van ons land (Leiden). Daar werd de sajet verwerkt tot lakens, kousen, vloerkleden en kleding.
Rond 1800 waren er zo’n 50 wolkammersbazen, die naast de vele spinners een paar knechten in dienst hadden.
Een van hen, Dirk Stevenszoon van Schuppen, was de grootste. In 1837 besloot hij zijn wol machinaal te laten spinnen in Leiden. Na het spinnen ging deze wol weer naar Veenendaal voor verdere bewerking. Dit was het begin van het ontstaan van grootschalige fabrieken. Naast die van Van Schuppen (het nog steeds bekende Scheepjeswol) ontstonden er verschillende andere. Zo rond de jaren vijftig van de vorige eeuw ging het achteruit met de grootschalige textielindustrie in Nederland en in de jaren zestig en zeventig verdween fabriek na fabriek uit Nederland. De koninklijke D.S. van Schuppen sloot, wat Veenendaal betreft als laatste in 1987. Het archief van deze fabriek is aanwezig in het gemeentearchief van Veenendaal. Geïnteresseerden kunnen de inventaris via http://www.gemeentearchief.veenendaal.nl doornemen en/of de documenten raadplegen in de studiezaal. In hoeverre er bij deze fabrieken in latere tijd sajet werd geproduceerd is mij niet bekend.
Mogelijk dat in de toekomst dus nog een gecorrigeerde versie van dit artikel verschijnt. De sajetindustrie bestond reed voor de industriële omwenteling, die mogelijk werd door de komst van de stoommachine.
De functies komen aan de orde in de volgorde van het productieproces.
Sajetkammer
De na het scheren gesorteerde en gereinigde wol werd eerst door de sajetkammer gekamd.
Oorspronkelijk gebeurde dit met de hand. (Men deed dit op twee manieren, de Duitse en de Engelse). De kammen bestonden uit een houten onderlade en een kam van hout met daarin ijzeren tanden. Deze tanden werden in een kampot, een soort kachel, waarom een zestal kammers zaten, sterk verwarmd. De kammer nam dan een pluk met olie besprenkelde wol (om de wol soepeler te maken.) en kamde de haren in een richting. Als de pluk wol gekamd is, maakt hij daarvan een trek, krul of vlij, 1 ½ tot 1 ¾ el lang en 15 dm. breed. Voor sajet werden, anders dan voor kamgarens, korte wolvezels niet verwijderd.
Later gebeurde dit kammen op kaard- of krasmachines. Men kende enkele, dubbele en driedubbele kaardmachines. Hier ging men uit van gewassen wol. De trek of vlij die machinaal tot stand kwam was uiteraard veel langer dan de met de hand vervaardigde. Deze trek of vlij moest eerst nog verder uitgerekt, en onderling evenwijdig gelegd worden. Er moesten uit die trekken zeer lange gelijkvormige banden worden gevormd en door trapsgewijze uitrekking verfijnd en tenslotte ook flauw ineengedraaid. Zodoende werd de wol in voorspinsel veranderd.
Sajetnopster
Enkele knopen en onzuiverheden worden later door afzonderlijke werksters verwijderd, die daarbij de trek of vlij tegen het daglicht hielden en controleerden.en de ongerechtigheden met de lippen wegnamen.
Sajetspoeler, sajetwasser
Het was niet ongewoon de reeds in banden verwarmde wol met zeepwater te wassen teneinde de vóór het kammen ingebracht olie te verwijderen. Ook gebeurde dit wassen wel na het spinnen. Dit wassen was de taak van de sajetspoeler of –wasser.
Sajet(garen)spinner
De al dan niet gereinigde vlij of trek werd door de sajet(garen)spinners tot draden gesponnen.
Sajettwijnder/-tweenster
De gesponnen draden werden vervolgens door de sajettwijnder/-tweender of twijnster/tweenster in elkaar gedraaid tot garen van de gewenste dikte.
Sajetwinder/windster
was degeen die zorgde voor de verwerking van het getwijnde garen tot grote klossen.
Als regel vond hierna het verven plaats, oorspronkelijk in enkele, later in meer kleuren.
Sajetoverjager/jaagster
Zorgde dat de grote bossen sajet om werden gezet in knotten van 50 of 100 gram, hanteerbaar om te breien.
Soldaat belast met het maken van sappen oftewel loopgraven (al dan niet overdekt met schanskorven of fascines) en tunnels. Het waren ongewapende militairen die in groepjes van 3 of 4 man werkten.
Sasknecht
Helper van de sasmeester.
Sluiswachter, ook wel sassenier genoemd.
Schaatsenmaker
Het maken van de schaatshouten bleef heel lang handwerk, vooral bij de kleine bedrijven. Voor deze ambachtelijke productie werd het leerwerk (hakleer, teenleer en veter) geleverd door de schoen- of zadelmaker.
Schaatsen werden dus vrijwel nooit in hun geheel door één persoon gemaakt. De verkoop was meestal in handen van een smid of een timmerman. Voor de schaatshouten werd meestal gestoomd beukenhout gebruikt. Verschillende handwerkslieden hielden zich hier mee bezig: de timmerman, de wagenmaker, de meubelmaker en de scheepsbouwer. Net als de smid hadden zij genoeg aan hun normale gereedschap.
Schaatsen hebben een lange ontwikkeling achter zich. Onder de archeologische vondsten behoren reeds schaatsen, in het begin bestaande uit bijgeslepen botten. Daarna is de schaats pas langzaam verbeterd. Het is een hele stap geweest om van het bot te komen tot schaatsen bestaande uit een ‘ijzer’ bevestigd in een bewerkt stuk hout. In de loop van de negentiende en twintigste eeuw is de ontwikkeling min of meer in een stroomversnelling gekomen.
Alle bronnen wijzen echter naar het Germaanse woord schake, dat 'bot' of 'stelt' betekende in de zin van 'dikke zool'. Dit woord evolueerde in de Middeleeuwen in het Nederlands via schaic tot schaetse, in het Frans via escace tot échasse en later in het Engels via scatch tot skate. In oude geschriften worden schaatsen ook wel aangeduid als schoverlink, scheuvel, schrenkelschoen, schaverdyne, schuiverdyne, scoloetsen of scricschoen. In Friesland werden en worden schaatsen 'redens' genoemd.
Literatuur:
W. Blauw (e.a.) Friese schaatsenmakers (Franeker, 1994) pp. 141
Schabul en kip
(grote jongen en meisje; zij waren belast met opruimwerkzaamheden)
Aankomende werkkracht in een steen- en pannenbakkerij, die helpt bij de diverse werkzaamheden.
Schachtenmaker
De schachtenmaker vervaardigt voornamelijk het bovenwerk van maatschoenen en laarzen. Hij begint bij de leest, een kopie van de voet in hout, waarop hij een patroon maakt van stevig papier. Daarna wordt het leer gesneden in de vorm van dat patroon. Er worden verschillende soorten leer gebruikt.
Schalootsemaker (maecker)
Deze vervaardigde schalootsen Dit was een soort schoeisel, bestaande uit een houten zool met een leren bovenstuk. Schalootse was tevens een soort schaats
(J. Verdam, Middelned. Handw.bk)
Scharenslijper, scharensliep
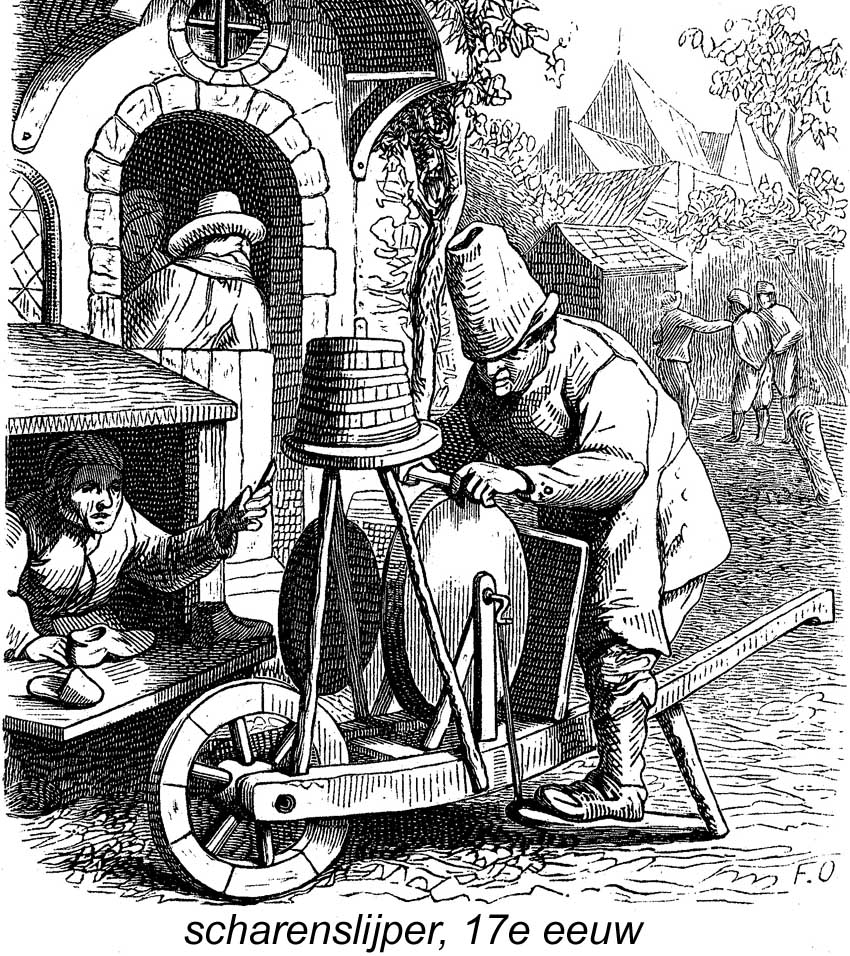 Zoals vele andere oude beroepen is ook dat van scharensliep ten dode opgeschreven. De scharensliep verdiende vooral de kost met het slijpen van scharen en messen. Daarnaast sleep hij in voorkomende gevallen ook allerlei andere voorwerpen zoals schaatsen in de winter.
Zoals vele andere oude beroepen is ook dat van scharensliep ten dode opgeschreven. De scharensliep verdiende vooral de kost met het slijpen van scharen en messen. Daarnaast sleep hij in voorkomende gevallen ook allerlei andere voorwerpen zoals schaatsen in de winter.
Bijna iedere oudere zal nog wel weten hoe de latere scharensliep er uitziet. Het eerste dat opviel was het grote wiel (jaagwiel), een soort vliegwiel dat door middel van de trapper in beweging werd gebracht en op zijn beurt de slijpsteen, die zich aan de rechterkant van de wagen bevond, deed draaien. Ook werd er een houten schijf mee in beweging gebracht, waaromheen een leren riem is bevestigd.
Eenmaal per week werd met een kwastje een mengsel van gekookte lijm en amaril op deze riemgesmeerd, die op deze wijze geschikt werd gemaakt om de geslepen voorwerpen zo nodig te polijsten. De eigenlijke slijpsteen heeft in de loop der jaren een verandering ondergaan al is zijn uiterlijk oppervlakkig gezien hetzelfde gebleven. Vroeger werd hij van zandsteen vervaardigd, tegenwoordig van amarilsteen, dat weliswaar grover van korrel is. Deze verandering van materiaal heeft ook een wijziging in de manier van werken tengevolge gehad.
Aan de rechterkant van de wagen is een kleine watertank, die via een buisje water brengt tot boven de slijpsteen. Hier kon men door een kraantje de watertoevoer voor de slijpsteen regelen. Het was n.l. noodzakelijk dat de steen nat gehouden werd. De invoering van de amarilsteen die niet nat gemaakt behoefde te worden heeft het watertankje overbodig gemaakt. Ik vraag me af of dit slijptechnische een verbetering is geweest omdat de korrelstructuur veel grover is dan die van een zandsteen. Behalve het jaagwiel, de slijpstenen en het watertankje bevinden zich aan een scharensliep nog verschillende andere voorwerpen. We zien b.v. een klein aambeeld, dat dient om scharen e.d. uit elkaar te halen, verder een bankschroef om bijv. tuinscharen die tijdens het werk in de tuin verbogen zijn vast te zetten om ze recht te slaan, een gereedschapsla met pennetjes en schroefjes om beschadigde voorwerpen te repareren, een driekantig vijltje om bijv. haakjes aan messen bij te vijlen en een nijptang om moertjes los te draaien. Ook bewaarde men daarin nieuwe scharen van verschillende maten voor de verkoop.
De wagen zelf was meestal van iepenhout.
Het duurde enkele jaren voor men het vak behoorlijk meester was.
Bron:
o.a. H. W. M. Plettenburg, De scharensliep in Bijdragen en Mededelingen Het Nederlands Openluchtmuseum 1959, nr. 2.
Schatter, schatster
-
Iemand die opgedragen is de waarde van bepaalde goederen te schatten.
“De Geswoorene schatsters in de Boel en Erfhuysen binnen deese stad" (Handv. v. Amst. 1084 a, anno 1734). Ook moet het Huisraad en de Inboedel, vooraf, door eene der Stads Schatsters gewaardeerd worden.
De schade door verlies aan runderen …. geleden (wordt vergoed met een derde van de waarde door beëedigde schatters berekend naar den gezonden staat van het dier. (Wet van 30 Mei 1840). -
Als ambt bij de dienst van verschillende belastingen.
Ook kent men variaties als rijksschatter, bijschatter (iemand die een schatter bijstaat) en tegenschatter (die bij herziening voor de belastingschuldige optreden).
Scheden- en bandenmaker (scheemaecker)
De scheden- en bandenmaker vervaardigde scheden voor allerlei soorten slagwapens, als regel ook bandelieren, soms rijkelijk versierd, die men droeg om een zwaard of degen mee te kunnen dragen.
Scheepsbeschieter
Een van de begrippen beschieter is de beschieter die wanden beschoot, d.w.z. met hout bekleedde. Mogelijk dat de scheepsbeschieter de scheepswanden aanbracht.
Bouwer van schepen.
Scheepsjager
Ook wel schuitenjager.


Schepen werden ten dele voortgetrokken met behulp van mankracht, waarbij die mankracht o.a. geleverd werd door vrouwen en kinderen. Het z.g. jagen van schepen gebeurde met behulp van paarden, vooral bereden door jongens, oorspronkelijk vanaf acht jaar. Ten opzichte van volwassen mannen hadden deze jongens twee voordelen: zij waren lichter van gewicht, waardoor de paarden minder werden belast en ze waren goedkoper. De schuit werd met een zekere snelheid getrokken, waarbij de paarden veelal in een sukkeldrafje liepen. Als regel zaten de jagertjes op het paard, zodanig dat ze de schuit en de weg in de gaten konden houden. Bij geladen vrachtschuiten werd door het paard meestal stapvoets gelopen en liep de jager naast het paard mee.
De jaaglijn was ongeveer 70 meter lang en acht millimeter dik. De lijn was kort geslagen, zodat er veel rek in zat. Dit was van belang bij het op gang brengen van de schuit en voor het opvangen van eventuele schokken. De grote lengte diende ervoor om de schuit zo recht mogelijk achter het paard te houden. Er waren strikte regels opgesteld om het passeren van twee trekschuiten zo soepel mogelijk te laten verlopen en om te voorkomen dat de lijnen van de uit tegengestelde richting komende schuiten in de war zouden raken.
Waar een paard kleine bruggetjes moest passeren was de aan de waterkant grenzende leuning dusdanig geconstrueerd, dat de zijkanten schuin afliepen, zodat de lijn niet zou blijven haken. Bij scherpe bochten waren rolpalen geplaatst, oorspronkelijk van hout, later van metaal, waaraan verticaal een rol was bevestigd. Door de lijn buiten deze palen om te leiden, werd de trekkracht zo veel mogelijk in de lengterichting van de schuit gehouden.



Scheepsjoager Bie t kenoal en bie de wieken, |
Scheepsjager Bij ’t kanaal en bij de wijken, |
Met dank aan J. Scholte |
|
Bron:
Zeylende in tot Delft, Delft en haar scheepvaart (1700-1900-1950), Delft z.j.
Scheepsklinker
Op de werf werden schepen gebouwd met stalen scheepsplaten die de huid van het schip moesten gaan vormen. De scheepsplaten klonk men aan elkaar met robuuste klinknagels.
Het was precisiewerk. De overlap van de met elkaar te verbinden platen moest worden voorzien van exact gelijke nagelgaten die werden geboord of geponst want er mocht natuurlijk geen druppel water tussen komen. De stalen klinknagel bestond uit een halfronde kop, een ronde massieve steel en weer een halfronde sluitkop aan de binnenkant van de huid.
Bron:
H. van Dam
Scheepssjouwer
Arbeider belast met het lossen en laden van schepen.
Scheepssmederij
In de Amsterd. Courant van 20 augustus 1808 bieden de makelaars B. Everard en R. Hoyman te koop aan “een hechte, sterke en weldoortimmerde grove yzer- of scheepssmedery, genaamd het roode Anker, waarin de affaire sedert onheugchelyke jaren met goed succes is geëxcerceerd geworden, benevens het daaraan geannexeerde woonhuis en erve, staande en gelegen op het Realeneiland in de Vierwindenstraat”….. Dit is dus een smederij gericht op allerlei onderdelen die op een schip nodig zijn.
Scheepssoldaat, ook zeesoldaat en later marinier
 Scheepssoldaten waren vanaf de oudheid tot in de zestiende en zeventiende eeuw vooral bedoeld voor het nabij- en het entergevecht op zee. Later werden zij (ook) als specialisten ingezet voor amfibische operaties. De wijze waarop men van scheepssoldaten gebruik maakte is in de loop van de eeuwen veranderd. Begin 1600 bestond de bemanning van de schepen van ’s Lands vloot uit matrozen en soldaten van het leger. Als er voor schepen soldaten nodig waren lichtte men daartoe als regel uit het staande leger zoveel voetvolk als nodig was. Ook gebeurde het wel dat ze rechtsstreek door de admiraliteiten werden geworven, vooral onder voormalige soldaten van het leger.
Scheepssoldaten waren vanaf de oudheid tot in de zestiende en zeventiende eeuw vooral bedoeld voor het nabij- en het entergevecht op zee. Later werden zij (ook) als specialisten ingezet voor amfibische operaties. De wijze waarop men van scheepssoldaten gebruik maakte is in de loop van de eeuwen veranderd. Begin 1600 bestond de bemanning van de schepen van ’s Lands vloot uit matrozen en soldaten van het leger. Als er voor schepen soldaten nodig waren lichtte men daartoe als regel uit het staande leger zoveel voetvolk als nodig was. Ook gebeurde het wel dat ze rechtsstreek door de admiraliteiten werden geworven, vooral onder voormalige soldaten van het leger.
De strijd ter zee stelde speciale eisen en men kon dan ook van deze landsoldaten niet verwachten dat zij zich snel aanpasten aan boord van een slingerend schip en optimaal van hun wapens gebruik konden maken. Hun taak was het onderhouden van geweervuur met een vijandelijk schip tijdens het zeegevecht. Het scheepsgeschut van die tijd kon niet snel en accuraat schieten. Hierdoor kwam het dat de schepen elkaar op pistoolafstand beschoten alvorens tot entering werd overgegaan. Goede vaardigheid met musket, pistool en sabel speelden dus een grote rol. In de praktijk was dit geen groot succes. De scheepssoldaten waren vaak zeeziek, waardoor ze lang niet altijd aan vechten toekwamen. Ook waren ze niet opgeleid voor het typische zeegevecht. Het schieten aan boord van een slingerend schip was heel wat anders dan een schietpartij op het land.
De naar de vloot gezonden soldaten brachten hun eigen kleding mee. Die eenvoudige plunje was voor een deel wel bruikbaar, maar als regel niet afgestemd voor het verblijf aan boord. Dit gold nog in sterkere mate voor hen die rechtstreeks geworven waren. Sommigen bezaten nog wat legerkleding maar anderen moesten het doen met hun eigen legerkleding, soms nauwelijks meer dan wat vodden. Soms was er kleding beschikbaar voor zwaar weer.
De scheepssoldaten onderscheidden zich van de eigenlijke zeelieden, voor zover ze althans daartoe in staat waren, door hun militaire oefeningen in gevechtsexercitie en het onderhoud van hun wapens zoals de vuursteenmusket, de enterbijl en de entersabel. Als ze geen eigen werk hadden moesten ze meedraaien in de scheepsdienst, bijv. schoonmaken en schilderen.
Na de vrede van Munster in 1648 raakte de landmacht in verval. Dit had tot gevolg dat dikwijls lieden die te jong, te oud of door ziekte niet of nauwelijks geschikt waren naar zee werden gezonden. Deze soldaten kwamen, vaak slecht uitgerust en bewapend, aan boord. In deze vreemde werkomgeving werden ze te werk gesteld onder militaire meerderen die zij niet kenden, maar waarmee ze wel oorlog moesten voeren. Degenen die de reis overleefden werden aan het einde daarvan van boord gezet zonder voedsel en geld. Zij moesten dan op eigen gelegenheid, soms zelfs bedelend, naar hun garnizoenen terugkeren. Al in 1627 drong luitenant-admiraal Van Dorp er op aan compagnieën op te richten die uitsluitend moesten worden bestemd voor dienst op zee.
In die tijd werden de schepen als regel door zeer kundige kapiteins gecommandeerd en bemand met ervaren zeelieden. De tucht liet echter dikwijl te wensen over ondanks de zeer pittige tuchtmaatregelen. Ook bestond er weinig eenheid voor wat de bemanning en uitrusting van de schepen betrof. Oorzaak was dat hiermede vijf aparte colleges der admiraliteit belast waren (Amsterdam, Friesland, Rotterdam, West-Friesland en Zeeland). De kosten moesten door een ieder afzonderlijk worden betaald en de middelen werden niet overal gelijk toegewezen.
Gedurende de eerste Engelse oorlog (1652-1654) bleek duidelijk dat de zeemacht van de Republiek niet tegen de Engelse was opgewassen. Men constateerde dat de aan boord aanwezige soldaten niet voldeden aan de verwachtingen. De roep om verbetering gaf aanleiding tot een lange briefwisseling tussen de Staten van Holland, West-Friesland en de Raad van State met de Staten-Generaal. In 1659 diende de Raad van State een voorstel in bij de Staten-Generaal om naast zesduizend zeelieden in vaste dienst ook enkele compagnieën van de landmacht uitsluitend voor de dienst op de oorlogsschepen van de vloot te bestemmen. Dit voorstel werd echter door de admiraliteit in Amsterdam tegengehouden daar zij dit voorstel als een beperking van hun rechten en vrijheid van handelen zagen. Het duurde nu weer vijf jaar, voordat er enig schot in deze zaak kwam, mogelijk door vertraging door de Friese admiraliteit. Op aandrang van de Staten van Holland kwam in 1664 een plan tot stand. Dit plan hield in dat op 23 december 1664 alle compagnieën voetvolk met 25 man versterkt werden. De 4000 aldus verkregen soldaten waren bestemd voor dienst aan de wal, maar voornamelijk om als soldaten en matrozen aan boord van oorlogsschepen dienst te doen. Het werd toen niet nodig gevonden dit contingent in een andere vorm te organiseren. In artikel 2 van de resolutie van 1665 werd bepaald dat het nieuw gevormde regiment scheeps- oftewel zeesoldaten zou bestaan uit bekwame zeelieden, die reeds in kwaliteit van matroos of soldaat enige tochten op zee gedaan hadden.
In 1665 voer de vloot uit met deze ‘soldaten de marine’ en ook nog met landsoldaten, aangezien het aantal zeesoldaten onvoldoende was. Als kader van deze zeesoldaten traden korporaals en sergeanten op. Officieren waren niet aanwezig. Aan boord raakten deze landrotten in de verdrukking en werden door de zeelieden geminacht. De krijgstucht onder hen liet veel te wensen over. Dit initiatief leverde in de rampzalige slag van Lowestoft van 13 juni 1665 dan ook niet het gewenste resultaat. Luitenant-admiraal Johan Evertsen schreef hierover aan de Staten-Generaal dat de “soldaten de marine” zich zo slecht gedroegen dat dit niet te beschrijven was. Na deze ervaring werden deze “soldaten de marine” onder bevel van kapiteins en luitenants der landmilitie ingescheept. Men dacht hierdoor de krijgstucht beter te kunnen handhaven. De Staten van Holland, voorgelicht door de raadpensionaris Johann de Witt, waren van mening, dat deze reorganisatie onvoldoende verbetering garandeerde. Zij waren van oordeel dat het mengen van zeesoldaten met gewone landsoldaten schadelijk was voor de dienst ter zee. Een brief van 23 juni 1664 aan De Witt van de heer Herman Ghijssen, die voor handelsaangelegenheden van Dordrecht naar Engeland was gereisd, heeft mogelijk ook invloed gehad op de beeldvorming van de raadpensionaris. Deze heer Ghijssen vergeleek in zijn brief de samenstelling van de vlootbemanning van de Nederlandse en Engelse marine en kwam tot de conclusie, wilde de marine van de Republiek op gelijke voet met de Engelse marine kunnen vechten, dat het kunnen beschikken over 4000 zeesoldaten, geschikt om aan boord te dienen, noodzakelijk was.
Van die tijd af ontstond er ook een soort beroepskleding voor de zeesoldaten. De scheepskapiteins werden verplicht de scheepssoldaten behoorlijk te kleden, wel tegen korting van soldij.
Het is dan ook niet verwonderlijk dat zich bij de opkomst van grote maritieme mogendheden, zoals in die tijd Spanje, Engeland en Nederland, de behoefte ontstond aan speciaal voor dat doel getrainde eenheden. Niet alleen op operationeel gebied, maar eveneens als handhavers van orde, tucht en discipline werd hen een speciale taak toebedeeld in de maritieme gevechtsorganisatie. Ook elders was men in deze richting actief. Een Spaans corps dateert uit 1658, een Engels uit 1664.
Na advies te hebben ingewonnen van de luitenant-admiraal van Holland en West-Friesland, Michiel Adriaansz. De Ruyter, wist Johan de Witt een besluit uit te lokken van de Staten van Holland tot oprichting van een “Regiment de Marine” met eigen officieren en verdeeld in 19 compagnieën. Dit regiment diende in plaats van het “contingent de marine”. Dit besluit werd op 10 december 1665 afgekondigd. Deze datum wordt nu beschouwd als de oprichtingsdatum van het “Korps Mariniers”. Het bevel over het eerste ‘regiment de marine’ werd opgedragen aan kolonel Willem Joseph baron van Ghent. Voordat Van Ghent tot commandant van het regiment de marine werd aangesteld, was hij ongeveer twintig jaar bij de landmacht in dienst en alleen met de zeemacht in aanraking geweest gedurende de onderneming van De Ruyter tegen het eiland Funen in 1669. Aangezien hoofdofficieren van het regiment tevens het bevel over een oorlogsschip voerden, voer Van Ghent op 1 juni 1666 onder bevel van De Ruyter als commandant van de Gelderland uit om de vijand op te zoeken en slag te leveren.
Het regiment bestond uit 18 compagnieën van 120 man en een kolonelscompagniet van 170 man, totaal 2330 man. Aan boord vielen de scheepssoldaten onder de krijgswet van het zeevolk, aan de wal waren ze onderworpen aan de krijgswetten van de landmacht. De overige provinciën volgden het voorbeeld van Holland echter niet na. Daar bleven de zeesoldaten verdeeld over de compagnieën van de landmacht. Op 7 augustus 1666 werd door de Staten van Holland besloten nog twintig compagnieën van de landmacht voor dienst op de vloot te bestemmen. Deze compagnieën bleven deel uitmaken van hun oorspronkelijke regimenten. Pas in 1669 werden deze compagnieën verenigd tot een tweede regiment de marine. In 1817 werd voor hen de naam “Korps Mariniers”officieel ingevoerd. Van dat tijdstip af waren de scheepssoldaten formeel mariniers.
Bronnen:
o.a. Verslag lezing van in Mars en Historia nr.1 uit 1999
en De marinier en zijn uniform, auteurs Jan Willem van Borselen en Karel Nicolas.
De afbeelding is de weergave van een aquarel in het bezit van H.M. Lups.
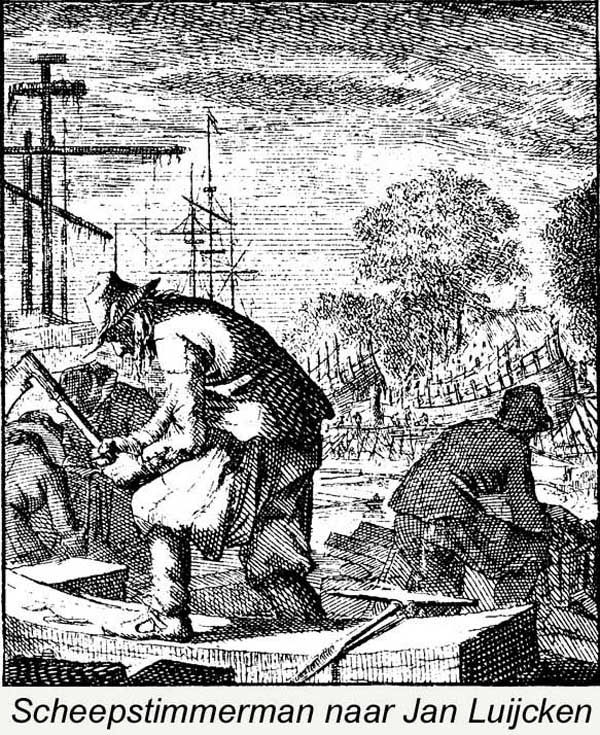
Scheepstimmerman, scheepsbouwer
 De geschiedenis van de scheepsbouw is zeer lang. Ook hier te lande werd al voor het begin van de christelijke jaartelling in boten gevaren, die handmatig werden vervaardigd. In een Accijnsbrief van 1274, uitgevaardigd door graaf Floris V betreffende belastingen die hij aan de Haarlemse nijverheid oplegt blijkt er ook scheepsbouw in die stad te bestaan. De scheepsbouwers moesten belasting betalen per gebouwd schip. De hoogte is afhankelijk van de grootte van het schip. Er is sprake van haringschepen, koggen en heerkoggen (bedoeld voor oorlogshandelingen), handelsschepen en kleine schepen. De kogge is het meest bekende middeleeuwse zeilschip, dat een zekere ontwikkeling door maakte. Wil men iets meer weten dan is er naast enkele scheepsmusea voldoende literatuur.
De geschiedenis van de scheepsbouw is zeer lang. Ook hier te lande werd al voor het begin van de christelijke jaartelling in boten gevaren, die handmatig werden vervaardigd. In een Accijnsbrief van 1274, uitgevaardigd door graaf Floris V betreffende belastingen die hij aan de Haarlemse nijverheid oplegt blijkt er ook scheepsbouw in die stad te bestaan. De scheepsbouwers moesten belasting betalen per gebouwd schip. De hoogte is afhankelijk van de grootte van het schip. Er is sprake van haringschepen, koggen en heerkoggen (bedoeld voor oorlogshandelingen), handelsschepen en kleine schepen. De kogge is het meest bekende middeleeuwse zeilschip, dat een zekere ontwikkeling door maakte. Wil men iets meer weten dan is er naast enkele scheepsmusea voldoende literatuur.
 Ook nu bestaat de scheepstimmerman nog steeds, maar de scheepstimmerman van nu is vooral meubelmaker, de man die aan de afwerking van een schip meewerkt. Als men de personeelsadvertenties doorziet is het zelfs een gevraagd beroep. Een enkeling is nog scheepsbouwer, maar niet de scheepstimmerman die de houten schepen van vroeger vanaf het begin opbouwde. Als regel begin hij zijn werk als krullenjongen op een werf. Hij was o.a. belast met het inzamelen van de krullen, spanen en afvalhout de kachel in de loods werd gestookt als het koud was. Hij moest ook het houtvuur maken en onderhouden onder de pekketel (hij werd daarom ook wel pikjongen genoemd). Vloeibaar pek was nodig om de naden aan te gieten of om bij het breeuwen te gebruiken. Men leerde door hard te werken en zijn ogen goed de kost te geven en werd zo van leerling tot meester. Aan hem werden zwaardere eisen gesteld dan aan een gewone timmerman. De laatste heef veelal te maken met haakse constructies, maar bij de scheepsbouw was dat niet zo. Destijds werden al die schepen uit het hoofd gebouwd!
Ook nu bestaat de scheepstimmerman nog steeds, maar de scheepstimmerman van nu is vooral meubelmaker, de man die aan de afwerking van een schip meewerkt. Als men de personeelsadvertenties doorziet is het zelfs een gevraagd beroep. Een enkeling is nog scheepsbouwer, maar niet de scheepstimmerman die de houten schepen van vroeger vanaf het begin opbouwde. Als regel begin hij zijn werk als krullenjongen op een werf. Hij was o.a. belast met het inzamelen van de krullen, spanen en afvalhout de kachel in de loods werd gestookt als het koud was. Hij moest ook het houtvuur maken en onderhouden onder de pekketel (hij werd daarom ook wel pikjongen genoemd). Vloeibaar pek was nodig om de naden aan te gieten of om bij het breeuwen te gebruiken. Men leerde door hard te werken en zijn ogen goed de kost te geven en werd zo van leerling tot meester. Aan hem werden zwaardere eisen gesteld dan aan een gewone timmerman. De laatste heef veelal te maken met haakse constructies, maar bij de scheepsbouw was dat niet zo. Destijds werden al die schepen uit het hoofd gebouwd!
Uiteraard waren er verschillende soorten arbeid nodig voor het bouwen van een (groter) schip. Voor de uitvinding van de houtzaagmolens zaagden de kraanzagers (zie aldaar) de balken. het waren de scheepstimmerlieden die het “fijnere” werk verrichtten. Men gebruikte daartoe een groot assortiment aan gereedschappen zoals de dissel (een soort platte bijl), verschillende soorten schaven zoals de voorloper, de korte en de lange rijschaaf. Verder de avegaar (soort boor), verschillende maten spijkerboren die met een booromslag werden aangedreven, beitels, hamers en zagen. Ook de zwei (zwaaihaak) was zeer belangrijk. Een scheepstimmerman moest vele houtverbindingen kennen, waarbij de uiterste nauwkeurigheid vereist was. Een kleine fout kon immers een duur stuk hout, dat al de nodige voorbereidingen had ondergaan onbruikbaar maken.
Scheepsvoogd
Oefende het gezag uit op een schip.
Vervaardiger van diverse soorten scharen. Behoorden tot het ambachtsgilde van de smeden (’s Hertogenbosch voor 1629).
Schelpenvisser
Vroeger waren schelpen een bekende grondstof voor de kalkfabricatie. De schelpenvissers visten of per schip (bijv. waddenzee) op schelpen of trokken met hun door een paard getrokken tweewieler (Noordzeekust) over het strand langs de vloedlijn om daar de schelpen met een soort schuifnet op te scheppen. Naast het inmiddels vervallen, maar destijds belangrijke gebruik voor de kalkfabricage dienden en dienen de schelpen ook om paden te verharden. Tegenwoordig is het paard wel vervangen door een trekker.


Schelpkalkbrander
Deze brandde met behulp van kalkovens schelpen tot ongebluste kalk. In 1860 waren er nog meer dan honderd van deze bedrijven actief. Momenteel zijn er nog enkele als industriëel erfgoed aanwezig, o.a. in het Zuiderzeemuseum (afkomstig uit Akersloot) en langs de Smildervaart in Drenthe. Kalk werd, vermengd met zand en baksteengruis als metselspecie en voor pleisterwerk. In Europa werd meestal als grondstof kalksteen gebruikt, maar hier te lande maakte men gebruik van schelpen, die in grote hoeveelheden langs de kusten en het waddengebied werden aangetroffen. Voor het branden werd turf (later ook kolengruis) gebruikt. In de oven ging een laag turf, daarop een laag schelpen enz. tot de oven gevuld was. De turf werd aangestoken waardoor de schelpen tot 900 – 1200 graden werden verhit. Na een twee tot drie weken werd de gebrande kalk uit de ovens gehaald. In het blus- of leshuis, een schuur met ombeschoten dak werd over de ‘levende’ kalk water gesproeid. Hierdoor ontstond een chemische reactie waarbij de temperatuur een honderd graden steeg en de schelpen als kalk uit elkaar vielen. De stoom ontsnapte door het open dak. Deze was na het uitzeven van ongerechtigheden als ongebrand gebleven schelpen, gereed voor de verkoop.
Concentraties van kalkovens vond men langs de oostkust van de Zuiderzee (o.a. Harlingen, Makkum, Zwartsluis en Hasselt).
Oorspronkelijk hadden de kalkovens de vorm van een afgeknotte kegel. Later werden ze voorzien van een schoorsteen en dusdanig geconstrueerd dat ze, door van boven bij te vullen en van onderen leeg te maken, continu konden blijven branden.
Het definitieve einde van de kalkbranderijen werd veroorzaakt door de toenemende cementproductie.
Schelver
Arbeider die van hooi-, ongedorst graan, stro en vlas schelven opbouwt, die geruime tijd kunnen blijven staan en die bestand zijn tegen regen.
Schepen (scepen)
De schepen maakt deel uit van de schepenbank waarvan de voorzitter, afhankelijk van de streek, meier, schout of baljuw wordt genoemd. Samen met deze voorzitter formuleerden zij de vonnissen. De schepenbanken hadden in de eerste plaats een rechterlijke taak ten aanzien van personen en goederen die binnen hun rechtsgebied vielen. Naar gelang van de mate van bevoegdheid (graad van jurisdictie) (hogere, middelste of lagere jurisdictie) was de schepenbank bevoegd om bepaalde misdrijven te berechten en uitspraak te doen in burgerlijke geschillen. Soms ook in criminele zaken (hogere jurisdictie), doorgaans uitgezonderd die waarvoor lijfstraffen golden.
Schaapherder.
Schepper
De scheppers waren werkzaam bij de papierfabricage. Zij schepten met een papierzeef wat vezelhoudend vocht op en schudden dat zo gelijk mogelijk over de zeef. In oud papier ziet men dan ook altijd een zekere structuur zitten plus een watermerk dat op de zeef werd aangebracht. Zij gaven dan de zeef door aan de koetser, die het natte vel uit de zeef verwijderde en de vellen om en om met een vilt stapelde. Als de stapel een bepaalde dikte had werd die door de heffer in een pers gezet om zo veel mogelijk water te verwijderen, waarna de vellen ter verdere droging werden opgehangen.


Scherprechter, scherprichter
(zie ook Beul)
De scherprechter was belast met het volstrekken van de lijfstraffen. Wanneer iemand onthoofd moest worden betaalden men de scherprechter wel om te zorgen dat hij in één slag goed het hoofd afsloeg. Hij kreeg ook het nodige commentaar als dat enigszins minder goed ging. Verder was hij betrokken bij de verschillende ‘verhoortechnieken’. Een bezoek aan de Gevangenpoort te Den Haag laat zien welke hij ter beschikking had bij het verhoren van gevangenen, dit in samenspel met beulsknechten, die hem daarbij behulpzaam waren.
 |
 |
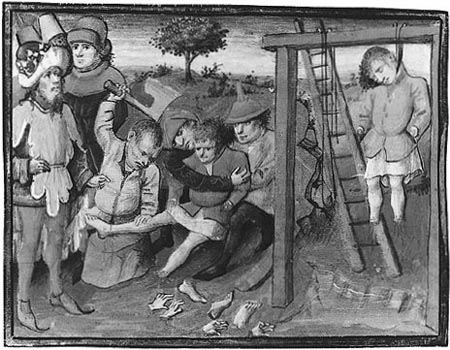 |
goede slag |
slechte slag |
scherprechter 1470 |
Schieman
De schieman was vroeger op de grote zeilvaart (o.a. de V.O.C.) de speciale vakman die verantwoordelijk was voor al het touwwerk: het repareren en vervaardigen van scheepstuigage’s en het verfraaien van een schip d.m.v. sierknopen.
Hij moest dus kennis hebben van touwsoorten en de verschillende verbindingen en verwerking van het touwwerk, welke aan boord en in het tuig toegepast worden zoals o.a. het bekleden, het splitsen en knopen, het leggen van steken en bindsels, het stroppen van blokken, het maken van plattings en matten.
Touwwerk werd oorspronkelijk uitsluitend gemaakt van hennep en manilla. Henneptouwwerk werd vooral gebruikt voor lood- en loglijnen. Ongeteerd henneptouwwerk vergaat spoedig wanneer het voortdurend in aanraking komt met water. Manillatouwwerk is iets minder sterk, maar beter bestand tegen vocht. Het werd o.a. gebruikt voor lopend touwwerk, sloepslopers, stroppen en verhaaltrossen.
Bron o.a.:
T.J. Noordraven/S.P. de Boer, Schiemanswerk (Touwwerk Blokken Takels Zeildoek en Zeilnaaien) 5e druk
Schiemansmaat
Helper van de schieman. Ook op schepen van de V.O.C.
Schijvenschuurder
Schijvenschuurder is een tamelijk oud beroep, dat we bij de beroepennamen tegenkomen, vooral als Joodse achternaam. De schijvenschuurder heeft het zwaarste werk bij de diamantbewerking. Hij heeft tot taak de afgewerkte schijven, die door de diamantslijpers worden gebruikt weer glad te schuren. Bij het slijpen van diamanten komen er groeven in. De schuurder moet met behulp van een amarilsteen door langdurig wrijven de schijf glad terug slijpen. Wanneer de eerste fase achter de rug is, volgt een tweede ronde, die gebeurt met “Godlandsteen”, die veel zachter is en de poriën van de schijf dicht. Uiteraard moet de schuurder zorgen dat de schijf goed vlak blijft. Vroeger gebeurde dit slijpen volledig met de hand, nu kan het ook mechanisch.
Bron:
lezing door Leo Backeljau, gehouden op 14-2-1995.
Schilderij hersteller (het herstel van het conterfeitsel)
(Dit is de originele benaming die er hier gebruikelijk voor was .)
Het is in het midden van de zestiende eeuw, dat we in de archieven in Amsterdam de eerste berichten kunnen lezen over "herstellinghe" dat nodig is om de toestand, waar een aantal schilderijen in zijn geraakt en weggezet "in onbruick". Dit - "bereiden" = weer goedmaken, wordt dan met notities vermeld. Wat later vinden we dan weer een bericht.
Om het gebruik van de schilderstukken in de Kamers van de Schutterij zo niet meer kan en er klachten zijn, is het werk weggehaald. Oudere leden waren aan de wand zo niet meer toonbaar en de kleinzonen vonden het een grote schande worden.
Ook andere gevallen worden zo ook genoemd in archief mededelingen, zoals bij een boedel notitie.
Opmerkingen, dat die werken anders weggegooid moeten worden, leest men in een sappig Oud-Hollands!
Ook zijn er vermeldingen over het ingrijpen: Opnieuw vernissen, "herhalinghe", het opnieuw inramen (opspannen van doeken) bij schilderijen op doek. Bij het echt haast onzichtbaar worden en na langer "te gespannen" zijn geweest, - ( 1 ) wordt geprobeerd het conterfeitsel, dus het schilderwerk, het portret, door "wassinghe"en dan er na "droginghe" te herstellen en vervolgens het weer te vernissen.
Tevens wordt elders het bestrijken met verschillende vloeistoffen vermeld in afwisselende volgorde.
Ook het inwrijven van verschillende oliesoorten. Vooral de achterkanten van schilderijen op doek worden zo behandeld. Met name hier dan "Gekookte olieen ". Vaak worden "bewassinghe" genoemd, bij de voorzijde.
Het bestrijken c.q. belijmen o.a. van de achterkant komt men ook als vermelding weer tegen. Werk van Rembrandt wordt te Amsterdam genoemd.
Over het "verdonkeren" wordt ook geschreven, als vermelding in een archief, waar men ook heeft vermeld, dat kunstschilders zelf, het teruggebrachte werk, door "wassinghe" behandelden en pas "na droginghe", het buiten in de zon plaatsten, "maar geen langeren tijd".
Men moest het werk met de voorzijde dan tegen het "verdonkeren aan het licht brengen".
(Notitie te Amsterdam overgenomen)
Wat later vermeldt men "belijmingen" bij beschadigd werk.
Ook het "verkorten", bij beschadigde "paneelen", zoals het verhelpen van een beschadigde “hoeck van een grooter confeitsel”. Dus werd hier als oplossing een gehele rand weggehaald.
Weer veel later worden dan "wassinghe", aan de voorzijde, met terpentijn genoemd voor oudere schilderijen.
Weer later komen wij dit advies weer tegen, maar er volgt dan meer.
Er wordt dan beschreven, dat als het nadonkeren toch niet meer te behandelen is, dan maar ter plaatse te overschilderen en daarna dan weer te vernissen.
En die gevolgen kennen we nu maar al te goed, omdat we dat nu zoveel keren dit zijn tegengekomen, als een probleem, om toch te proberen het origineel onder die verkeerde laag, nog te achterhalen.
Pas na het begin van de negentiende eeuw, wordt er meer vermeld en zijn er meer notities. Echter, het is vooral dat de contacten met de schilders en de gesprekken over de grens, meer oplossende aanwijzingen opleveren. Ook verschijnen in die tijd kleinere boekwerkjes, met advies en ervaringen, ook uit Duitsland, die best wel levendig zijn geschreven.
Er wordt dan ook steeds meer vermeld.
Zoals het aanbrengen van hout achter een bestaand paneel dat beschadigd is. Waar timmerlieden ook meer voor worden ingeroepen. Steeds wordt daar op gestudeerd en wordt begrepen, dat het schilderij er ook geen nadeel voor een latere periode mee mag oplopen. Dus schade wordt al wat anders beoordeeld. En bedenkt men nieuwere oplossingen.
Ook wordt al meer vermeld over het behandelen van de voorzijde van een schilderij, met het waarschuwen om niet klakkeloos te gaan boenen op de verf. Immers olieverf kent ook een kwetsbaarheid, die door een "foute” behandeling niet meer te herstellen is. De oude raad was het schoonmaken door met een doorgesneden aardappel, zachtjes, - dat wel - te wrijven over de verf.
Maar ook begon men met het vermelden van allerlei logen en bijtmiddelen, zonder een erg grote waarschuwing erbij te geven, dat een huisschilder wat anders werkt dan een kunstschilder. En dat zomaar zelf wat beginnen, ook niet kon. Toen ging als gevolg dan ook veel verkeerd ! Het wemelde helaas van grotere schades. Het herstellen daarvan was niet altijd meer mogelijk.
Wel weet men door het aanbrengen van een tweede linnen achter een schilderij, werk te behouden voor de toekomst. Maar de lijmmiddelen zijn vaak een probleem. En het warm aanbrengen, dat ook gebeurde, kon goed gaan, maar het te heet aanbrengen was weer erg verkeerd en bracht veel schade teweeg.
Een scheur behandelen is weer wat anders. Dit geldt ook voor een kras in de verf. Het later steeds weer zichtbaar worden is voor een bezitter van een schilderij vaak toch onbekend en een grote ergernis waar dus niet op gerekend is! Daarom hoort een kras ook tot de grotere schades, omdat simpel bijschilderen in de meeste gevallen onvoldoende is en tevens dan teveel wordt overschilderd. Later is dan een grote plek zich aan het aftekenen. Waar men dan verkeerd op reageert, om het zelfde adres nog meer te laten overschilderen !
Inmiddels, maken zo nu en dan onze musea iets bekend, dat wat langer geleden heeft plaats - gevonden en dat wordt vrijgegeven als een interessant verhaal. Zo is er een bekend schilderij dat beschadigd is door een timmerman. Het werd lang "binnen's kamers gehouden"maar in deze tijd hoor je het dan : De timmerman was een gordijn aan het ophangen en een roe ging het schilderij heen. Het gebeurde rond 1880.
Nu kunnen we het schilderij nog zien en daar wordt weer reclame mee gemaakt: Dat alles weer goed is gekomen. Maar steeds moet die plek weer bekeken worden voor het geval dat er toch met de nieuwste methode een aftekening begint te ontstaan. Dus die schade blijft aandacht vragen !
Dat ook werken in de kelders werden weggezet heb ik vaak gezien. Ook dat die werken bij grotere verzamelingen in het vergeetboek kunnen raken en dan vaak jaren later weer bij toeval een vondst zijn - met wat schade ja - maar toch dan weer een waardevolleen grote vondst !
Er zijn in deze tijd al veel voorbeelden van. Steeds was er een toeval, dat aandacht trok en een persoon die moeite deed en dan onderzoek verrichtte. Oorzaken waren ook wel, dat er schades verdoezeld waren en het herstellen erg kostbaar leek. Ook, dat men er toch wat langer van geweten had. ( 2 ).
Herstel resp. restauratie geeft veel zorg. Ook onze geschiedenis van het schilderen in olieverf is hier belangrijk en hoort bij de opleiding tot restaurator en tevens de kennis betreffende het vroegere gebruik van de verschillende "verwen en pigmenten"( 3 ).
En dan moet een goede "schilderij hersteller" te rade gaan bij zijn voorgangers. Anders houden wij onnodig steeds "nieuwe brokken". ( 4 ).
Bronnen :
( 1 ) Archief K-H Stichting Den Haag. Rijksarchief Amsterdam.
( 2 ) Archief Familie De Ruyter Amsterdam, Stadsarchief aldaar, Archief Nieuwe Kerk ald... Nationaal Archief Den Haag.
( 3 ) De Mayerne manuscript 1620. K-H archief.
Documentatie Dr. M.von Pettenkofer Nederland en Duitsland.
( 4 ) Het archief van Max Doerner, anno 1921. Tevens uitgave Den Haag van het blad "die Constghesellen" vanaf 1946. En het Museummagazine " Vitrine" nr. 2. maart - april 1989 blz. 19-23.
Schildpadwerker
- Bewerker van het rugschild van de schildpad. Men vervaardigde o.a. doosjes, kammen, haarspelden en monturen van brillen.
- Mogelijk vervaardiger van schildpakblokken, o.a. gebruikt aan boord van schepen, hetzij tussen het want gebonden hetzij staande op de raas gespijkerd.
Schillenboer
De schillenboer haalde met paard en wagen, een handkar of een bakfiets de schillen en eventueel oud brood bij de huisvrouwen op om die weer aan de boeren te verkopen als veevoer. Men moest wel altijd voorzichtig zijn, want af en toe werd er met de schillen ook wel eens een schilmesje weggegooid.
Schiller
Schelpenvisser, ook schilvisser. In het Friesch Placaatboek 5, 1117 a (van 1676) staat o.a.:
”Wij (verbieden) wel expresselyk alle Schillers, om op voorgeschreven dagen eenige schelpen te vissen, rapen, laden ofte lossen.
Bron:
WNT
Schipper (binnenvaart en Zuiderzee)
Dit is geen verdwenen beroep, maar in het vervoer te water hebben zich de nodige veranderingen voorgedaan.
Vindt tegenwoordig een groot deel van het vervoer over de weg, per spoor of per vliegtuig plaats, vroeger was men vooral op vervoer over het water aangewezen. Dit gold zowel voor het personen als het vrachtvervoer.
Het spreekt welhaast vanzelf dat hier een uitgebreide regelgeving voor nodig was. Dit betrof zowel de regelgeving door de overheid als de regelgeving door de schippers zelf. Zij waren georganiseerd in de schippersgilden. Wat het goederenvervoer betreft ontstonden allerlei voorschriften, vastgesteld in reglementen waarin o.a. de vracht en bestellonen waren vastgelegd.
De overheid (stadsbesturen) regelden allerlei zaken.
Voor vervoer tussen verschillende steden maakten deze steden afspraken. Zo werden voor de verschillende bestemmingen vaste beurt- of marktschippers aangesteld. Omdat er voor bepaalde routes meerdere schippers werden aangesteld, die evenals bij sommige andere beroepen om de beurt aan bod kwamen, ontstond het woord beurtschipper. Verder bepaalden de overheden o.a. de ligplaatsen, de vaartijden enz. Voor het toezicht op de verbindingen werden commissarissen aangesteld. Voor het vervoer van personen werd vooral gebruik gemaakt van trekschuiten. De schipper en zijn knecht bestuurden het schip, dat door een scheepsjager met paard werd voortgetrokken. Dit trekvaartnetwerk ontwikkelde zich sterk vanaf het midden van de zeventiende eeuw. Ook poststukken en kleine pakjes mochten door de trekschuitschipper worden meegenomen. Vaartijden en aanlegplaatsen waren uiteraard vastgelegd per veerverbindingen, uiteraard altijd in overleg met de steden waar naar toe werd gevaren. Deze vormen van vervoer waren vooral populair in het waterrijke Holland. Maar waar mogelijk werd ook elders gevaren, soms met aangepaste schepen, zoals de zompen uit Overijssel.
Voor lokaal vervoer binnen een stad of over korte afstanden werden vletters gebruikt. Deze maakten gebruik van platbodems en pramen. Omdat niet altijd de beste schepen werden gebruikt die ook niet altijd goed werden onderhouden, waardoor er schade aan de lading ontstond werden ook voor hen regelingen ingevoerd.
Ook het goederenvervoer in, van en naar de andere gewesten vond, waar mogelijk, zoveel mogelijk over het water plaats. Denk maar aan het vervoer van bijv. stenen, turf, hooi en vee.
In de archieven is nog veel informatie te vinden. Dit betreft de regelgeving. Ten tijde van de tachtigjarige oorlog bijv. werd begonnen met het registreren van lading en bestemming van vrachtschippers en werd een heffing ingesteld, die men na de goederen inderdaad ter plekke gelost te hebben terugkreeg. Dit gold niet voor beurt- en marktschippers. De vrachtschippers, die niet aan een vaste dienstregeling of een vaste bestemming waren gebonden waren aantrekkelijk voor de kooplieden. In de archieven zijn vaak allerlei gegevens betreffende schippers te vinden, niet alleen uit de zestiende en zeventiende eeuw, maar ook uit latere tijd, bijv. belastingheffing zoals patentrechten.
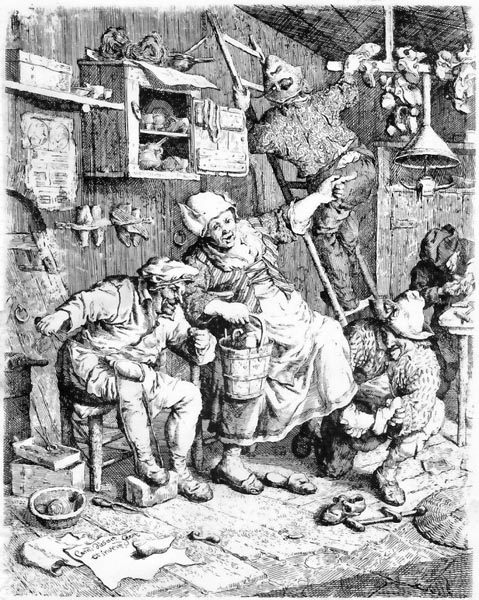
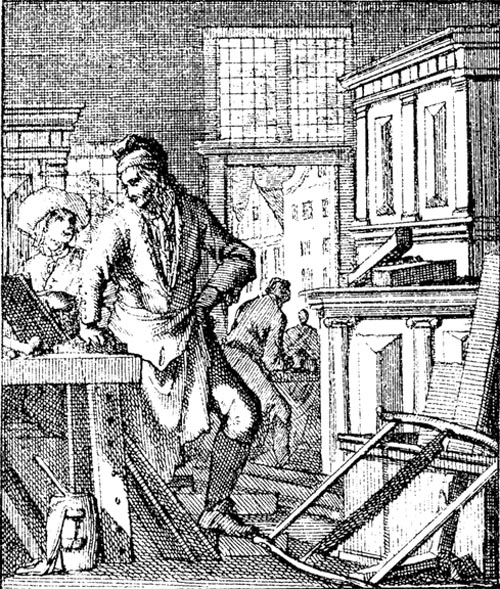
Schoenflikker, schoenlapper
Reparateur van schoeisel en laarzen. Dit in tegenstelling tot de schoenmaker, die schoeisel vervaardigde. Tegenwoordig gebruikt men voor de reparateur het woord schoenmaker en de schoenmaker van vroeger bestaat nu als maatschoenmaker. Tegenwoordig is het schoenmaken in hoge mate geautomatiseerd. Vroeger kwamen aan het repareren de nodige losse gereedschappen te pas: de kantenlikker, de leest, het likhoutje (voor het vaststrijken van de zool, de pekdraadtrekker, de roulette (gebruikt voor de randversiering in lee)r, de ringtang, stansmessen om zoelen en hakken uit te stansen en de zwiktang.
 |
 |
 |
De vermaarde schoenmaker naar |
Schoenenpoetser
In de crisistijd zo rond 1930-1934 was een van de bezigheden, waarmee men een (neven)inkomen trachtte te verwerven het poetsen van schoenen van passanten.
Scholte, schout, schulte
(Zie ook Schout)
Persoon in dienst van de overheid, in steden hoofd van het gericht en de politie, op het land uitoefenaar van de lagere jurisdictie.
Ook was hij wel hoofd van een waterschaps of polderbestuur.
Bron o.a.:
WNT XIV, 945
Landbouwers, bosbouwers en jagers die door de bisschop van Münster aangesteld waren om diens eigendommen te beheren, beschikten over grote stukken bos toen de bisschop zijn greep op de boeren verloor. Rondom Winterswijk bezaten op een gegeven moment circa 20 (scholte)families duizenden hectaren land.
Aan de boerderij van een scholteboer was destijds een zeker rechtsgezag verbonden. (Scholte is een gewestelijke benaming van schout, dus een functionaris die op het platteland de lagere rechtspraak uitoefende.
Later: een scholteboer was zo rijk dat hijzelf zijn land niet behoefde te bewerken, maar dat door zijn arbeiders kon laten doen.
Schommeljongen
(zie Hobbeljongen)
Schommelkok
Keukenbediende voor het vatenwassen en ander schoonmaakwerk.
Dienstbode voor het ruwe schoonmaakwerk.
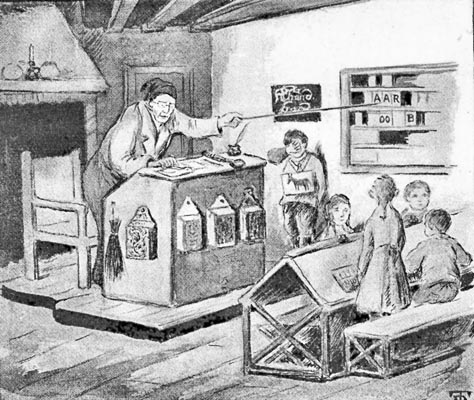
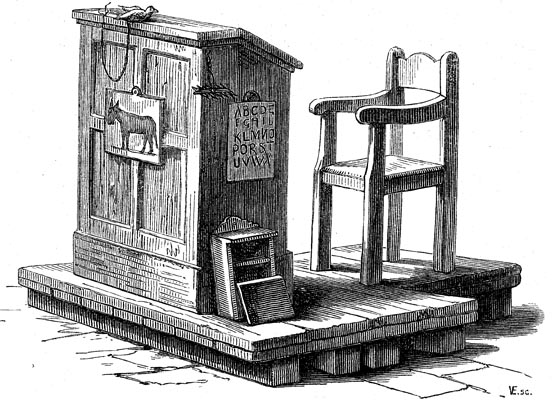
Schooldienaar
Iemand die een school bedient, schoolmeester.
 |
 |
Dorpsschoolklasje (naar tekening David Tom-kins). |
schooldienaar-troon |
Schoolhouder
De schoolhouder geeft gelegenheid tot het ontvangen van onderwijs op een school.
Onderwijzeres, ook houdster van een kleinekinderschool, de latere bewaarschool.
Schooltandarts
Een functie die inmiddels grotendeels is verdwenen. De schooltandarts bezocht de scholen.
Beoefenaar van het schoonschrijven. Schreef in de tijd dat velen de schrijfkunst niet (voldoende) meester waren in opdracht allerlei geschriften: mededelingen, akten, verzoekschriften, overeenkomsten, kortom alles wat men graag op schrift vastgelegd zag.
Verver van wollen stoffen.
Verver van schorteldoek, d.w.z. weefsel bestemd voor de vervaardiging van schorten.
Schotter/schutter
In de meeste Zeeuwse dorpen bevond zich een omheinde en soms ook wel overdekte plaats, waar losgebroken of verdwaald vee tijdelijk werd gestald, de schutte of schotte. Dit onder de hoede van een daarvoor aangestelde functionaris, de schotter of schutter. Alleen tegen betaling kon de rechtmatige eigenaar zijn vee ‘vrijkopen’. Reeds in een Keur van Zeeland van 1256 is een artikel gewijd aan het schutten van vee. De in Zierikzee aanwezige schutskooi heeft nog tot 1953 dienst gedaan. Inmiddels is deze schutte, als laatste in de provincie Zeeland, weer hersteld.
Bron:
Zeeuws Erfgoed, sept. 2006.
Schotvanger
Ontvanger van het schot, d.w.z. een soort belasting.
“Penningh-Meesters, Schot-vangers en andere Ontvangers van Gemeene Middelen”
Schot: Zekere vroegere belasting, oorspronkelijk aan den landheer verschulldigde grondrente, vervolgens aandeel in verschillende omslagen” (WNT)
Schout
(Zie ook Schulte)
Vroeger ook o.a. scout, scoutet, scouthete, schultete, schulte. Overheidspersoon die in een stad aan het hoofd van het gerecht en de politie stond of op het land de lagere jurisdictie uitoefende.
Schout bij nacht
- Politiebeambte. die de schout oorspronkelijk ’s nachts verving, nachtschout.
- Bevelhebber tot wiens taak het behoorde, te zorgen dat de schepen van een vloot bij nacht in de voorgeschreven orde voeren
Bevelhebber van een smaldeel van een vloot.
Later rang bij de marine.
Schouwmaker
Schoorsteenmaker. Hij vervaardigde de overdekking of bekleding van stookplaatsen en schoorstenen.
Schouwman (schouwknecht)
Een schouw is een platboomde schuit met platte voor en achterkant, in verschillende groottes, gebruikt voor vee- en vrachtvervoer, zoals zand, mest, hooi of turf. Ze dienden ook voor personenvervoer. Grotere waren in gebruik om personen of voertuigen over te zetten, dienden dus als veerpont. Zij werden voortbewogen door de schouwman en/of zijn knecht.
Schrabbenmaker
Een schrabbenmaker vervaardigde schrabbers, krabbers oftewel schrapijzers, d.w.z. stukken gereedschap in verschillende vorm waar mee men onder meer oude verf, of bij buizen ongerechtigheden en bij schepen ook teer en aangroeisels verwijderde.
Bron:
WNT XIV Kol. 979, 980
Schriftlithograaf
Deze was in de vlakdruk werkzaam. Hij bracht op steen ornamenten, lettervormen, liniaturen en cijfers aan, eventueel naar eigen ontwerp. Tot zijn taak behoorde ook het samenstellen van etschemicaliën. Een specialisme werd uitgeoefend door de merkantillithograaf, die hele fijne letters en briefhoofden met vaak een tekening van het bedrijf (fabriek) in zeer fijne lijnen vervaardigde.
Schrijfmeester
Zie schoonschrijver.
Toen het handelsverkeer zich in de zestiende eeuw uitbreidde bestond er een toenemende behoefte aan het geschreven woord. In de steden vestigden zich toen schrijfmeesters aan wie het schrijven van brieven en stukken kon woorden opgedragen en die daarnaast schrijflessen gaven. In de verschillende landen van Europa werden andere letters geschreven en de schrijfmeesters moesten al deze schriftsoorten beheersen. Nederlandse handelaren ontvingen brieven uit allerlei delen van Europa. In Holland werd een schuin schrift geschreven, het ‘Nederlandtsche Loopende Schrift”. De eenvoudigste vorm was het “Gemeyn Schrift”, maar dat was niet zo duidelijk omdat de letters s, f en h zo ongeveer hetzelfde waren en de r op de v of w geleek. Later in de zeventiende eeuw vonden de Italiaanse of humanistische letters meer ingang. Echt “schoonschrift” werd gebruikt voor geschriften die een fraai uiterlijk vereisten zoals ambtelijke oorkonden, zakenbrieven en verzoekschriften. Verschillende schrijfmeesters hebben fraaie voorbeeldboeken achtergelaten. Deze werden in koper gegraveerd (een kunst op zich) en als gravures afgedrukt. De in 1577 te ’s-Hertogenbosch geboren Maria Strick kwam als twaalfjarig meisje naar Delft en werd daar een van de bekende schrijfmeesters. Ook meester Felix van Sambix was een bekende Delfts schrijfmeester. Een andere bekende schrijfmeester was Jan van de Velde (1569-1623).

Bron:
o.a., “Delftse vrouwen van vroeger”, 1977.
Schrijnwerker (schrijnwerkersknecht)
 Vervaardiger van fijn kastenmakers- of meubelmakerwerk. Ook nu komt de term schrijnwerker nog voor, maar deze maakt en monteert binnen- en buitenschrijnwerk, waaronder zaken worden verstaan als ramen, deuren, poorten, trappen, houten wanden en plafonds en vloeren.
Vervaardiger van fijn kastenmakers- of meubelmakerwerk. Ook nu komt de term schrijnwerker nog voor, maar deze maakt en monteert binnen- en buitenschrijnwerk, waaronder zaken worden verstaan als ramen, deuren, poorten, trappen, houten wanden en plafonds en vloeren.
Schrobbelaar, vr. schrobbelaarster
Man, resp. vrouw die de ruwe wol vóór oftewel grof kaardt door deze op een schrobbelbank door een schrobbel (een ijzeren kam) te trekken om het kaarden gemakkelijker te maken.
Bronnen:
WNT, Beroepsnamenboek, auteur J.L. Glasbergen
Schrobber
- Deze was (is?) werkzaam in de textielindustrie. Hij voert de eerste spinmachine met gewassen en/of geverfde wol, waarna door een kammende werking van de eerste machine het eerste garen tot stand komt: het voorgaren.
- Schoonmaker
- Persoon die lijders aan besmettelijke ziekten verpleegde en doden aflegde. Gewoonlijk in de vrouwelijke vorm: schrobster.
- Iemand die met een schrobnet vist.
- Jager die het wild in een net drijft.
Schuierhoutmaker
 De schuierhoutmaker vervaardigde het houtwerk voor bezems en schuiers en ook wel voor borstels.
De schuierhoutmaker vervaardigde het houtwerk voor bezems en schuiers en ook wel voor borstels.
Schuitenjager
Zie scheepsjager.
Zie scheepsbouwer.
Schuitenschuiver
Schuitenschuiven (ook in Zuid-Holland wegen genoemd) was een middel om schepen voort te bewegen. Op het voor- en achterschip was een constructie aangebracht, waarin men een weegboom dwars op het schip kon steken. Zo kon men, naast het schip op de wal lopend, het schip voorwaarts duwen.
Schuitenvoerder
Schipper op een schuit zoals een dekschuit of een lichter.
Schuitwasser
Persoon, die van een modderschuit af baggerwerkzaamheden verrichtte.
Onder de beroepsaanduiding schulper vallen vier verschillende beroepen.
- Persoon die gaten boort met behulp van een schulpboor (ook wel naafboor genoemd) en bestemd voor het boren van grotere gaten. Het is een lange en brede boor, die van onderen (de punt) gevormd is als een gewone boor, maar meer naar boven s-vormig is, waarbij de ene kant van de s dient om het hout glad te maken, terwijl de andere kant scherp is en snijdt. Aan de bovenkant bevindt zich dwars het handvat, dat in staat stelt de boor met twee handen rond te draaien.(afb. 1) Wordt er veel kracht gevraagd dan kan men aan een kant van het handvat een achtvormig ijzer bevestigen, waardoor men een stevige stok kan steken tot voorbij het boorijzer (afb. 2). Men kan de boor dan met twee man bedienen: Eén aan het handvat die tevens de boor stuurt en één aan de verlenging van het handvat. Dit type boor wordt o.a. gebruikt door de wagenmaker om de ruimte, nodig voor de wielas, te boren. Als het gat voldoende groot is wordt er een metalen bus ingeslagen, waar de as van de wagen in past. De schulpboor wordt ook gebruikt door de blokmaker, in de scheepsbouw en om pompen te vervaardigen.
- Persoon die werkt met een schulpzaag, andere benaming voor een kraanzaag, gebruikt om balken door te zagen.
- Schelpenvisser langs de Noordzeekust. Anders dan op de Waddenzee, waar men met behulp van schepen schelpen visten, werkte de schelpenvisser vanaf de kant met een soort schepnet, dat hij leegde in een kar die door een paard getrokken werd.
- Schulper of schulpzandmaker. Deze vervaardigde door het malen van schelpen een min of meer fijn zandachtig poeder dat als schuurmiddel werd gebruikt.
 |
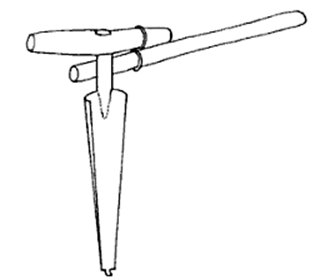 |
| afb. 1: Schulpboor Historisch Museum Rotterdam |
afb. 2: Schulpboor met verlengd handvat |
Schutmeester
-
Opzichter over een waterkering of sluis. Den Peyl- en Schutmeester sal gehouden wesen, op de heuken en aankleven van dien goede acht te geven. (Utr. Placaatb. 2, 177 a, anno1714)/ Dat dese Peyl- en Schutmeester daaglyks verscheyden mal de peyl sal hebben te visiteeren/ Den gem. Peyl- en Schutmeester (sal) gehouden wesen, de geheele grift dienende tot de waterloosing … driemaal ’s jaars geheel te snyden, ende … te suyveren, 2, 1214 a (Ao, 1725)
-
Beheerder van de schietwapenen.
-
Vroeger te Utrecht de ambtenaar, oorspronkelijk een der kameraars, die het toezicht had op bouw- en onderhoudswerken.
-
Belast met het vangen van en het toezicht op gevangen loslopend vee. Dit werd gestald in een schot, schutte (schutplaats), een stal en/of omheind stuk grond schutskooi). “Dat den Schutmeester daar vooryeder vier en twintigh uuren sal genieten, als volght, van een Paardt – zes stuyvers enz." (Gr. Placaatb. 5, 17a, a.1719).
Schutter
- Iemand die loslopend vee vangt (schut) en stalt in een schutte.
(zie ook schutmeester)
- Iemand die met hand- of voetboog of enig schietgeweer tot de krijgsmacht gewapend is.
- Iemand die deel uitmaakte van een uit burgers bestaand plaatselijk verdedigingscorps, de schutterij.
In Delft bestond de schutterij uit vier kwartieren of vaandels (groene, oranje, witte en blauwe vaandel). Aan het hoofd stond een colonel en als verdere officieren in ieder kwartier een kaptitein, een kapitein-luitenant en vier hoofdmannen. Elk vaandel bestond uit vier rotten en elk rot uit veertig mannen, de hoofdman, zijn luitenant en de rondassier (met een rondas, d.w.z. een rond schild en een hellebaard of ander slag of steekwapen bewapend )daaronder begrepen. Bij ieder vaandel zijn twee tamboers. De officieren kwamen uit de plaatselijke bovenlaag.
Literatuur:
P. Knevel, (1994) Burgers in het geweer. Amsterdam, Dissertatie (overwegend over de Noord-Nederlandse Schutterijen, is ook als handelseditie beschikbaar)
A.J. de Koff, (1864) Militair zakboek ten dienstevan de Officieren van de Schutterijen. Arnhem, Nijhof en Zonen (organisatie en werkwijze van de schutterijen, goed overzicht van de typen bewapening)
ORDONNANTIE DER SCHUTTERIJE, EN WACHTEN Binnen de Stadt DELFT, te Delft gedrukt bij Jan de Groot, Pz, Stads-Drukker, 1790.
- Militair, oorspronkelijk met een hand- of voetboog, later o.a. bus-, haak- of scherpschutter.
- Iemand die met een schudnest vist op platvis.
Eerste en laatste pagina Schutterijvoorschriften te Delft uit 1790. In deze ordonnantie de inrichting , de voorschriften en de wijken.
Schuyermaker
Zie borstelmaker.
Scuitenvoerder, schipper.
Secondant
Hulponderwijzer, leerkracht die de houder van een kostschool bij staat.
Secreetruimer, sekreetruimer
Schoonmaker van het ‘heimelijk gemak’, het privaat.
“Alle voorige Keuren en Ordonnantien, op het Reglement en Ordre op de Secreet-Reynugers en Nachtwerkers van tyd tot tyd geëmanerd”, keuren van Haerl. 1, 187a, ao 1751”.
Seilmaker, seylmaecker
Zie zeilmaker.
Visser met een zegen.
Wakers bij seinapparatuur o.a. langs de kust en bij de spoorwegen.
Smid, die gespecialiseerd was in het maken van zeisen (Jaarb. CBG 30, 1976, pag. 45).
Serge
Vroeger ook sarge, sargie of sergie genoemd.
Serge is een lichte gekeperde wollen stof waarvan de inslag minder glad en minder dicht is dan de ketting en slechts weinig in het gezicht komt, baai. Op serge lijkende stoffen werden ook wel serge genoemd: kamgaren serge voor kostuums, zijden en katoenen serge voor voering, maar ook serge voor lijfjes, bedden, paarden- en reisdekens.
Men had o.a. de
Sergemaker, serger, sergewerker
Degene die serge vervaardigde, verwerkte of weefde.
Sergereder
Degene die de productie en verkoop van serge regelde.
Sergeverkoper
Verkoper van serge en eventueel van serge gemaakte producten zoals bedden-, paarden- en reisdekens.
Sergewever
Degene die serge weefde.
Bronnen:
Woordenboek der Nederlandsche taal (WNT)
Woordenboek van de Brabantse dialecten, deel II, aflevering 4, textiel.
J.B. Glasbergen, Beroepsnamenboek.
Thans onderofficier, belast met de administratie en de instructie van een compagnie, vroeger hoofdofficier belast met de administratie en instructie van een regiment.
Servysmeester, serviesmeester, servitimeester
Persoon belast met de regeling van de inkwartiering van militairen bij burgers.
Zetboer, pachter zonder huurcontract.
Sigarenmaker
Tabak werd oorspronkelijk geimporteerd uit Amerika, maar in de zeventiende eeuw begint in ons land de teelt van inlandse tabak. In de zeventiende eeuw en het begin van de achttiende eeuw wordt de inlandse tabak, eventueel vermengd met geimporteerde tabak vooral als pijptabak gebruikt. De kleine pijpenkoppen uit het begin van deze periode bewijzen dat tabak niet goedkoop was. Na het eerste kwart van de achttiende eeuw kwam het snuiven van fijngemalen tabak in de mode. Later werd tabak ook gebruikt om te pruimen, iets dat tot het midden van de vorige eeuw voor vele mannen een aangename verrijking van het leven was. Vooral bij eentonig werk was dit aantrekkelijk, want men kon al kauwend doorwerken. In huis, werkplaats of kroeg was de kwispedoor (spuugbak) aanwezig om het overtollige spuug op te vangen. Ik heb wel mannen gezien die een afstand van een meter of twee, soms zelfs meer, feilloos wisten te mikken. In het midden van de negentiende eeuw werd het roken van sigaren populair. Eerst verwerkte men daarbij ook veel inlandse tabak in de goedkopere sigaren. Door goedkope import van tabak uit Indië en Amerika verdween de inlandse tabaksteelt. De tabak uit Indië bleek zeer geschikt voor het maken van sigaren te zijn. Het aantal sigarenmakers steeg in driekwart eeuw tot zo’n 25.000. Na de eerste wereldoorlog liep dit aantal drastisch terug want toen werd de sigaret polulair.
Het maken van sigaren vond oorspronkelijk veelal plaats als thuiswerk - waarbij het gehele gezin werd ingeschakeld - en in kleine sigarenwerkplaatsen, maar ontwikkelde zich tot fabrieksmatige fabricage. Toen de fabrieksmatige productie tot stilstand kwam ziet men dat de werkeloos geworden sigarenmakers het thuiswerk weer opvatten. De sigarenmakers uit de tweede helft van de negentiende eeuw leiden een moeizaam bestaan. De arbeidsomstandigheden waren slecht. Het duurde tot 1913 eer er een loonregeling tot stand kwam.
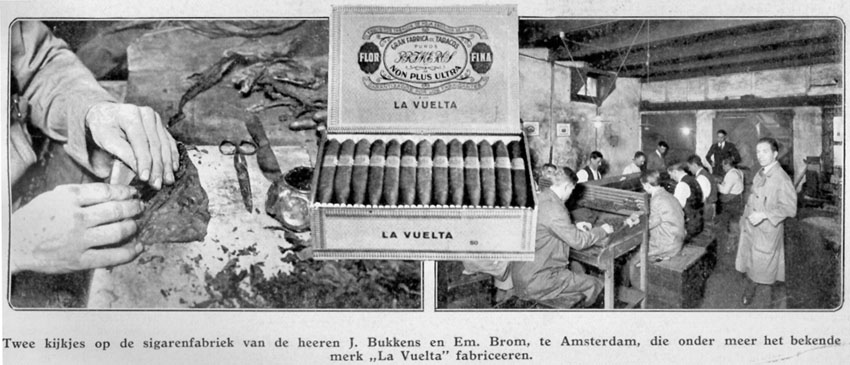
De oudste bedrijven die tabak verwerkten en later ook sigaren vervaardigden zijn, voor zover ik weet, Hillen’s Sigaren en Tabaksfabrieken te Delft (1790) en de firma Justus van Maurik te Amsterdam (1794). Aan het einde van de negentiende eeuw werd reeds meer dan 1,2 miljoen kilo sigaren geëxporteerd. In 1920 was dit uitgegroeid tot zes miljoen kg. De bedrijfsgrootte was erg variabel. Wie in een schuurtje alleen of met een paar man sigaren vervaardigde was al fabrikant. De baas en zo nodig ook diens vrouw werkte braaf mee.
Ook de fiscus zag wel wat in de sigarenfabricage. Na de eerste wereldoorlog werd de tabaksbelasting ingevoerd. Iedere sigaar of elk doosje of kistje moest gebanderolleerd zijn. In de crisistijd, toen in Delft het Hillen niet voor de wind ging, kwamen vele sigarenmakers op straat te staan. Een aantal daarvan begonnen in plaats van naar de steun te gaan, een eigen productielijntje. De sigaren werden los, in zakjes van vijf (met één toe en dat voor vijf cent) of in kistjes verkocht. Men stond er mee op de markt of men ging de boer op. Uiteraard werd er op hen geloerd door de fiscus waaraan men zich dan trachtte te onttrekken door bijv. alleen de bovenste laag te banderolleren.
Ook vroeg men de klanten wel hun banderoles te bewaren, zodat die opnieuw konden worden gebruikt.
De vervaardiging van de sigaar begint met het strippen van de bladeren. Deze werden voor het strippen bevochtigd omdat droge tabak gemakkelijk scheurt. Het tabaksblad wordt bij de punt vastgepakt en daarna rond de hand gewonden terwijl men de steel lostrekt. Dit was zeer slecht betaalde arbeid die oorspronkelijk veelal als thuiswerk werd verricht en waaraan het hele gezin deelnam. In een uur stripte men ongeveer een halve kilo en had dan zo’n twee tot drie cent verdiend. Als men bedenkt dat dat alles als regel in eenkamerwoninkjes werd gedaan, dan kan men zich voorstellen dat de levensomstandigheden niet bepaald optimaal waren. In het begin van de twintigste eeuw ging de Arbeidsinspectie zich dan ook o.a. te Wageningen hiermee bemoeien, maar wisten geen verbetering tot stand te brengen. Doordat de handel in tabak in de eerste wereldoorlog stil kwam te liggen kwam aan het strippen als thuisindustrie een einde. Ook bij de fabrieksmatige productie van sigaren waren de omstandigheden verre van optimaal. Men denke aan werktijden van meer dan 10 uur onderbroken door een schafttijd van 1 à 1 ½ uur.
De smaak van de sigaar werd bepaald door de gebruikte tabak. Voor de machinale verwerking begon, werden de sigaren met de hand gemaakt. Het begon met bosjes maken. Dit gebeurde door de wat oudere jeugd. D.w.z. men maakte het binnengoed met de hand. Dit binnengoed bestond uit binnengoed, omlegger en omblad. Het binnengoed werd met de vingers samengeknepen en met de handen oplegger en omblad gedraaid. Voor goedkope sigaren werd nogal eens (speciaal) papier gebruikt. Het binnengoed moest iets schuin op omlegger met omblad worden gelegd. Oplegger en omblad mogen niet te vaak om het binnenwerk worden gedraaid, zodat de sigaar niet van binnen wegbrandt.
De klaargemaakte bosjes worden in een vorm gelegd, die er gewoonlijk twintig kan bevatten. Op rommelmarkten kan men deze houten vormen nog geregeld kopen. Een aantal van deze vormen werden dan onder een pers samengedrukt. In eerste instantie krijgt de sigaar nog een naad op de plaats waar de planken elkaar raken en daarom worden de bosjes nog een keer gekeerd en opnieuw geperst. Na het persen volgt het dekblad. Zowel omblad als dekblad werden/worden vochtig verwerkt omdat ze anders zouden breken. Het aangevochtigde dekblad wordt op zink op maat geseden. Het dekblad werd aangebracht met de opliggende nerven aan de binnenkant. Voor het bevochtigen werden de handen soms wel met speeksel bevochtigd, maar dat werd niet op prijs gesteld. Een goede sigarenmaker kon een weekproduktie van 3.000 sigaren halen.
Bij Hillen in Delft waren nogal wat minder validen in dienst.
Tot 1930 was het sigarenmaken hoofdzakelijk handwerk, maar daarna volgde de mechanisering in hoog tempo. In 1939 werd nog slechts 23 procent met de hand vervaardigd, 2 procent geheel machinaal en 70 procent halfmechanisch.
In Valkenswaard bevindt zich een museum met o.a. een geheel ingerichte oude sigarenmakerij met veel authentieke materialen en gereedschappen.

Sigtmaker
De sigtmaker was een smid die sichten vervaardigde. Sigten (later zichten) zijn korte seizen , waarmee men met de hand o.a. graan maaide. Met een pik werd een bosje te zichten graan omvat dat dan met de zicht werd afgesneden en als schoof werd klaargelegd voor de schovenbinder of binster. Een iets afwijkend model was de rietzicht.
Signetsnijder
 Graveur van zegelringen, destijds veelal voorzien van een rode granaat of robijn. Ook vervaardigde hij cachets, zegelstempels.
Graveur van zegelringen, destijds veelal voorzien van een rode granaat of robijn. Ook vervaardigde hij cachets, zegelstempels.
Sits-
Sitsglanzer
Sits is met bonte, meestal kleine figuren op lichte grond bedrukt katoen, soms beschilderd. Het woord is ontleend aan het mahrati chit, hindi chint. Deze stoffen werden oorspronkelijk geïmporteerd uit Bengalen maar werden later o.a. in Engeland en ons land vervaardigd.
De sitsenglanzer maakt de sitsen stoffen glad en glimmend.
Sits(en)winkelier
De sits(en) winkelier verkocht katoenen stoffen waaronder sitsen.
Sjorder
Havenarbeider die de lading van schepen vast moest zetten. Een beroep waar men gemakkelijk letsel bij opliep.
Sjouwer
De sjouwer was een arbeider die werkte aan het laden en lossen van schepen, het vervoeren van materialen en ander zwaar werk. Oorspronkelijk hoofdzakelijk ruw werk op en bij schepen en scheepswerven, later meer algemeen.
Ook wel sjouwerman (meervoud sjouwerlieden) genoemd.
Skûtekrooier
Zie ook Krooier.
Arbeider die de turf met een kruiwagen van het zetveld naar het turfschip kruide.
Slaapbaas
Iemand die slaapgasten hield ( in het bijzonder zeelui). Ze waren ook betrokken bij het werven van zeelieden.
Slaapsteehouder
De slaapsteehouder verhuurde slaapsteden, ruimten waar men kon overnachten in gemeenschappelijke slaapruimtes.
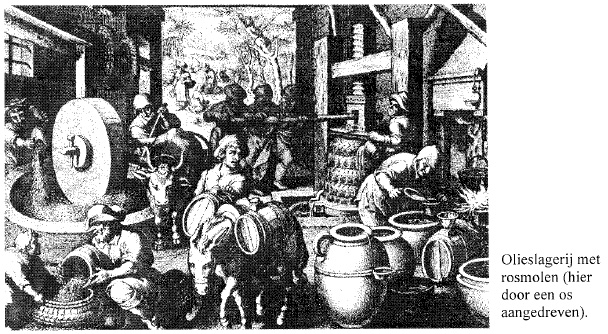
Slagmolenaar
Ook oliemolenaar.
Om olie uit oliezaden te winnen is de olie- of slagmolen ontwikkeld. Als grondstof gebruikte men oorspronkelijk kool- en raapzaad. Later ook lijn- en hennepzaad. De zaden werden geweekt met water, geplet en fijngewreven met behulp van kantstenen (een of twee op zijn kant staande molenstenen) die rondliepen over een vastgemetselde platte liggende steen of ijzeren plaat, het doodsbed, dat niet mee deed aan de beweging., dus ‘dood’ is en waar een opstaande rand omheen is bevestigd. Een houten schuiver zorgde er voor dat het weggeschoven zaad steeds weer voor de kantste(e)n(en) terecht kwam. Als het zaad voldoende geplet was werd het opgevangen en in een vuister, een gemetseld ijzeren fornuis, met daarop een ijzeren plaat met een opstaande ring. Een ronddraaiend roerijzer voorkomt dat het geplette zaad aanbrandde. Bij een rosmolen (aangedreven door paard of os) werd de olie met handkracht uit dit geplette zaad geperst.
Bij door wind- of waterkracht aangedreven slagmolens ging het verwarmde ‘meel’ in een buul, een dikke dubbel te vouwen mat van paardenhaar, verstevigd met leer. De gevulde buul werd tussen twee ijzeren platen geplaatst die met grote kracht tegen elkaar werden gedrukt. De olie die er zo werd uitgeperst werd in een vat opgevangen. Het samenpersen van de bulen werd gedaan door het slagwerk dat bestond uit enkele lange palen, een slaghei en een loshei, die door een nokkenas werden aangedreven. Met ongeveer vijftig tot zeventig slagen zorgt de slaghei dat een wig naar beneden wordt gedreven waardood de bullen worden samengeperst. De loshei zorgt er voor dat een wig losgeslagen wordt, zodat de buul kan worden weggenomen. De samengeperste meelkoeken werden in het pottenblok weer tot meel fijngemaakt, nogmaals verwarmd en geslagen. Deze tweede persing, de naslag was van mindere kwaliteit. De hardgestempte zaadschilletjes van deze tweede persing werden als veekoeken verkocht.
(Hoofdzakelijk ontleend aan Molens en molenaarsberoepen, auteur A.J.J. Struijk in Ons Erfgoed 10e jrg. mei-juni 2002, nr. 3, pag. 103,104)
Slatter
Polderwerker, schoonmaker van sloten, ook wel hekkelaar genoemd.
Slatten is het schoonmaken van sloten, die vol modder en vuil zitten, door dit te verwijderen en de kanten af te steken.
Slate is sloot
Slatere = slatter = graver
Bron:
Proeve van een Friesch en Nederlandsch Woordenboek door mr. Montanus Hettema (1832)
Sledemenner
Zie sle(e)per.
Sle(e)per
Meervoud sleluyden.
In 1634 vaardigde de magistraat van Amsterdam een verbod uit om met karossen door Amsterdam te rijden. Bij overtreding volgde een boete van 50 gulden, een behoorlijk bedrag in die tijd. Wie al een koets bezat hoefde zich daaraan niet te storen. En ook daar gaf een deel van de plaatselijke overheid het slechte voorbeeld, door binnen de stadsmuren wel van hun karossen gebruik te blijven maken. Voor vrachtvervoer kende men het gebruik van een vrachtslede.
De koetsier van een dergelijke vrachtslede werd sle(e)per genoemd, ook wel sledemenner meervoud sle-luyden. De patroon van een sle(e)persbedrijf werd sleepersbaas genoemd.
Men kende o.a . botersleepers en brouwerssleepers. Ook werden passagiers vervoerd, die dan op kleine zitbankjes moesten zitten, waarbij dan door leuninkjes aan de zijkanten verhinderd moest worden, dat ze er uit vielen. Later werden deze passagierssleden meer confortabel.
In 1664 kwam een Franse in Amsterdam wonende vrachtsleper op het idee om een koetswerk met behulp van riemen op het onderstel van een slede te bevestigen, zodat de passagiers behaaglijker vervoerd konden worden. Zijn voorbeeld werd nagevolgd en zo ontstonden de burgersleepers Zo ontstonden de specifiek Amsterdamse toesledes of koetssledes, later ook wel sleepkoets genoemd.
 |
 |
|
Amsterdamse sleepkoets 1740 - 1770 |
Sleepkoets (rechts) |
Velen hadden er een of zelfs meerdere in eigendom. En de minder welgestelden konden er een huren. Zo ontstonden ook bruids-, doop-, rouw- en andere soorten sleden. De sledemenner draafde er aan de rechterkant naast. In de linkerhand klemde hij de leidsels en de zweep, de rechter moest hij vrij houden om in voorkomende gevallen de slede enige stuur te geven en om al te hevige slingeringen te voorkomen. Bij de toesledes droeg de sleper een “smeerlap” mee. Dit was een vette doek, die hij af en toe zonder te stoppen onder de sledeijzers doorschoof om het glijden te bevorderen. Bij de open- oftewel vrachtsleden droeg de sleper in zijn rechterhand een houten tonnetje, voorzien van een flink stuk touw en met een aantal gaatjes in de bodem. Met het meegedragen vaatje wisten sommigen van hen zonder vaart te minderen water uit de stadsgrachten te putten om daarmee de straatstenen voor hun slee te besproeien.
Als voor andere vervoerders waren ook voor de slepers bepaalde verkeersvoorschriften van kracht. Zo moesten zij als ze van een hoge brug afkwamen bosjes stro onder de sledeijzers spreiden om de snelheid af te remmen. Daartoe diende ook een stuk touw aan de achterkant van de slede.
Pas in 1856 (!) werd voorgeschreven dat zowel de toe- als de vrachtsleden in het donker verlicht moesten zijn. In het derde kwart van de negentiende eeuw verdwenen, door het in gebruik nemen van andere middelen, de sleden als transportmiddel.
Het “Gildehuysken” van de slepers stond tegen het muurwerk van de Nieuwe Kerk.
De slepers hadden hun verzamelpunt bij de Waag op de Dam. Daar werden de te vervoeren goederen gewogen. Daar ook waren een stal en waterpompen om hun paarden te kunnen drenken.
Bron tekst
o.a. A.W. Francken, Het leven onzer voorouders in de gouden eeuw (1952, A.A.M.Stols, ’s-Gravenhage).
Slichter
Slichten of slechten is effen, vlak of glad maken. Degeen, die in een weverij de kettingdraden van een weefsel met slijmerige pap bestreek om ze glad te maken werd slichter genoemd. Ook in de aardewerkindustrie waren slichters werkzaam. Zij moesten kommen e.d. gladschaven met behulp van een rond houten schijfje.
Slijkburger
Vroeger te Utrecht. Op zich geen beroep. Een slijkmeier werd het burgerrecht verleend op voorwaarde dat hij bepaalde reinigingsdiensten zou verrichten:
Boven desen zyn er nog Slykburgers, die ten respecte van seekere diensten borgerschap genieten, tot wederseggen van den Raad, de welken mogen haar borgerschap niet voort erven. (Utr. Placb. 3, 367 a (Anno 1570). En iets later (1603): Geresolveert dat de Slyckburgers. die’t anderen tyden het Burgerschap geaccordeert ende gegont is, op ’t schoonmaacken en reynigen van de bruggen, aefdochten ende andere publique plaatsen binnen deser Stadt, ende ovenmits haar quaed devoir dat sy daar inne waaren doende, by clockluydinge haare verleende burgerschap opgeseyt es, sullen moegen volstaan in ’t winnen van ’t voorsz. Burgerschap, met seven gulden. (WNT)
Slijker, sli(e)ker, slijkveger
In het Vlaams was/is een slijker iemand die huiden slecht, glad maakt (ook huidevetter).
Bron:
Dietsche verscheidenheden
Uitgaande van het basiswoord slijc, slijk, sliec, dat modder, slijk drek, slib, slik, veenbagger betekent zou een slijker of sli(e)ker iemand moeten zijn die in of met deze substantie werkt.
Het gebaggerde laagveen werd gestort in grote houten bakken, waar de trapper of menger de veenmodder fijn- en homogeen maakte, waarna het op het land werd uitgesppreid om te drogen. Na het aanstampen en verdichten (het trippen) werden de turven op maat afgetekend, afgestoken en gestapeld. Het is mij niet bekend of het woord slijker daar aan verbonden is.
Een slijkveger zou dan iemand zijn die op de straten en bruggen het vuil verwijderde.
Slijkheemraad
De slijkheemraad was een heemraad, belast met de keur van wegen en wateren.
“Sullen in de respective Ambachten ofte Polders achtervolcht, onderhouden ende geëxecuteert werden bij den Schout ofte Molenmeesters mette Schepenen, gesworen, Croos- ofte Slijck-Heemraden, de Keuren ende Ordonnantiën daer op henluyden te leveren”. Keuren v. Delfland 1591. Ook in 1656 : “Sullen deselve voorts-aen volgende dese keuren beschouwen werden bij den Schouten van de Ambagten en den Molenmeesters met hare Gesworens, Slijk- ofte Kroos-Heemraden, Ald.
Bron:
WNT
Slijkmeier
Opzichter over de stadsreinigingsdienst.
Slijkveger
Straatveger.
Slijmploeger
De slijmploeger maakte deel uit van een ploeg havenarbeiders, die een schip van binnen schoonmaakte en opknapte.
Slijmwijf
Een vrouw de vis schoonmaakte. (WNT)
Slijper
Beroep dat op verschillende wijze werd uitgeoefend.
O.a.:
Briljant, brillen(glazen), diamant-, glas-, kristal-, messen- scharen- en steenslijperij. Ook kende men de slijpmolen (volmolens om olderley laeckenen ...te vollen)
In de Amsterd. Courant van 3 september 1807 stond de volgende advertentie:
De christal- en glasslypery, benevens de affaire in christal en glas van Christofell Pohl, gewoond hebbende in de Pylsteeg, adverteert, dat die affaire met primo Mei 1807 is verplaatst in de Warmoesstraat over de eerste Liesveldsche Bybel, nr 13.
In het Handvest van Amsterdam, 138 b van 1615 wordt verordonneerd... Dat voortaen geen Slijpers binnen deser Stede haer Neringe sullen mogen exerceren, ’t en sy de selve .... der Messe-makers Proef gedaen sullen hebben (WNT kol. 1754).
In datzelfde Handvest (183a van 1765 werd bepaald dat zij die de Messenmaakers-proef niet hadden gedaan de Slijpers-neering niet mocht uitoefenen, noch met Wagens en Slypstenen door de Stad omloopen
Men kende o.a. de slijpersbaas, de slijpersknecht en de slijpersleerling.
Het is een nog steeds bestaand beroep. Het beroepsprofiel ‘slijper’ wordt nu over het algemeen bij wat grotere bedrijven aangetroffen. Het betreft diverse soorten bedrijven, zoals bijvoorbeeld gereedschapmakerijen, loonslijperijen, bedrijven die medische en optische instrumenten en meetgereedschappen vervaardigen, en toeleverende metaalbedrijven. De slijper is meestal werkzaam op een afdeling waar de nabewerking van een product plaatsvindt. Daarnaast kan de slijper werkzaam zijn in de werkplaats, slijperij of gereedschapmakerij. Verder kent men hem ook nu nog in de diamantslijperij.
Ook boerenslooter.
Schoonde sloten, maakte sloten schoon. Dit gebeurde o.a. met driekantige sloothaken of baggerbeugels met drie platte tanden, schuins omgekromd en slootschoffels.
Slootgraver
Arbeider of dagloner belast met het graven van sloten en vaarten.
Slotenmaker
Ook slotsmid genoemd.
Ook nu komt het beroep slotenmaker nog veelvuldig voor. Tegenwoordig is hij echter vooral leverancier en reparateur/ plaatser van fabrieksmatig vervaardigde sloten. Verder vervaardigt hij sleutels. Het beroep hield vroeger meer in. Destijds vervaardigde hij sloten en sleutels. In België kan men op de academie van Anderlecht o.a na een vierjarige basisopleding kiezen voor o.a. slotenmaker. Een beroep dat het mogelijk maakt sloten, zoals die vroeger gebruikt werden te vervaardigen en oude sloten te repareren, te restaureren en te conserveren.
Reeds de Grieken en Romeinen hadden hun schatkamers, waar de schatbewaarders oftewel sleuteldragers verantwoordelijk waren voor het beheer. In de Middeleeuwen werden ook in Europa kostbare goederen opgeborgen in stevige van zware sloten voorziene kisten. Ook de poorten van de kastelen en steden werden afgesloten met imposante deuren of hekken, die afgesloten werden met sloten. In de Middeleeuwen is de ontwikkeling van het ijzeren slot slot pas goed op gang gekomen. De onderdelen werden eerst in ruwe vorm voorgesmeed en werden daarna zonder verhitting verder afgewerkt. Dit gebeurde met behulp van zagen, beitels en vijlen, terwijl voor de gravering gebruik werd gemaakt van de burein. Zo kwam geleidelijk een verfijning van het slotmechanisme en de decoratie tot stand.
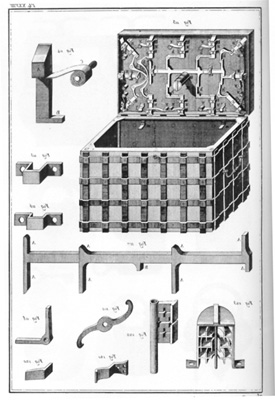 |
 |
|
geldkist 12 sl Diderot |
slotensmid |
Naast de sloten en sleutels verzorgde hij ook het ijzerbeslag op de deuren en kisten waarop sluitwerk aangebracht diende te worden. Ook vervaardigde hij grotere en kleinere geldkisten en bewaarkisten voor documenten (o.a. stadsarchiefkisten) en kostbaarheden. In een aantal gevallen kon de betreffende kist alleen geopend worden met behulp van meerdere sleutels, die in handen waren van verschillende personen, die dus allemaal met hun sleutel present moesten zijn voor het openen.
De slotenmakers waren georganiseerd in het smidsgilde. Onder het Delftse smidsgilde vielen o.a. de ijsersmeden, de sloot (= sloten)makers, de messemakers, de coperslagers en de tinnegieters.
Bron o.a.:
OPEN SLOT, Sluitwerk en slotenmakers in Nederland uit de 15e tot de 19e eeuw, uitgegeven in 1986 door Stedelijk Museum Het Prinsenhof, Delft en Wolters Noordhoff/Forsten, Groningen 1986, auteurs J.W.L. Hilkhuijsen, K.T. Meindersma en A.P.A. van Dalen
Sluisgaarder
De persoon die belast was met het innen van de sluisgelden bij het schutten van schepen in sluizen.
Ook Sluiswaarder.
Sluiswachter.
Ondergeschikt beambte bij de bediening van een sluis.
De sluismeester was de leidinggevende en verantwoordelijke persoon bij een sluis, die er op moest toezien dat de voorschriften nagevolgd werden. Zo ging de uitvaart voor de invaart.
Ook fungeerde hij vaak als sluisgaarder.
De sluispachter pachtte de rechten om het sluisgeld te innen zoals ook andere belastingen werden verpacht.
Sluiter
Vrouwelijk: sluitster (poortwachteres).
Poortwachter, portier, gevangenbewaarder als ondergeschikte van de cipier.
Smakschipper
Hij voerde het bevel op een smak (schmacke). Ze zouden voor het eerst in de tweede helft van de vijftiende eeuw zijn gebouwd in de vorm van een tjalk met een grote en een kleine mast en met zwaarden. Zij groeiden uit tot zware zeegaande hektjalken, die in de achttiende eeuw uitgroeiden tot schepen van 35 tot 70 last. Zie afbeelding. Het waren beurtvaarders op de Zuiderzee en de Wadden.
Leenman, ambachtsheer
“(De Staten) verklaarden .....dat alle amptluiden, rechters, smalheeren, vassaalen en andre ingezeetenen, ontslaaghen waaren van den eedt gedaan aan hem als Vorste deezer Landen” (Hooft).
Alle welcke zaken hoe verre verstaan moeten werden by de Grave den Smalheren gegeven ofte niet gegeven te zijn ...., t’sijner plaetse erklaert sal werden (De Groot)
Bron
WNT
Het vervaardigen van en de handel in smalle weefsels van o.a. zijde.
In de Keuren an Haerlem wordt o.a. bepaald dat “Niemant zal hier ter Stede vermogen te fabriceeren ..... eenige Soorten van Stoffen, de Smal-neering aangaande, ten zy hy alvorens zal hebben voldaan het Gild van de voorsz. Smal-Neeringe, 2 270a (1749).
Producent van smalle weefsels.
Een wever die weeft op een smalweefstoel. Omdat voor de smalweefstoel minder vaardigheid werd vereist dan voor de breedweefstoel, begon men als wever dikwijls eerst op een smalweefstoel tot dat men het vak volledig beheerste.
Smeerjongen (graisseur)
De smeerjongen had als taak het invetten met smeer van bewegende machinedelen in fabrieken, treinen en andere voertuigen en vaartuigen waaronder bijv. baggermachines.
In een advertentie in de Amsterdamsche Courant van 10 juni 1892 is “Uit de hand te koop of wel te huur ...... een smeersmeltery met deszelfs toebehooren, staande en gelegen in de Nieuwe Lelystraat by de Baangragt, met een pakhuis daar annex, uitkomende op de Baangracht.”
Smeer is dierlijk vet, dat voor verschillende doeleinden werd gebruikt, zoals broodbeleg, dat op het brood gesmeerd werd, smeermiddel om apparatuur, zoals wielen, soepel te laten draaien en als grondstof voor de kaarsenindustrie. In de smeersmelterij werd het vet gereinigd van vliezen, bloed en andere ongerechtigheden.
Smid
 |
gevelsteen |
Smid is een zeer oud beroep, waarschijnlijk ontstaan in Azië. In onze streken werden al door de Kelten en Germanen fraaie wapens en kunstvoorwerpen vervaardigd. In de tijd tot de vroege middeleeuwen zal hij verbonden zijn geweest aan de hogere en lagere machthebbers. Hij moest onder meer een deel van het wapentuig, voor zover daar metalen aan te pas kwamen, vervaardigen en onderhouden. Verder was hij belast met het vervaardigen en in stand houden van allerlei metalen gebruiks- en ook siersmeedwerk. Toen de dorpen en steden tot ontwikkeling kwamen werd hij ook daar onmisbaar. Hij smeedde gereedschappen en hulpmiddelen. In de begintijd zal hij vooral alleskunner zijn geweest, later ontstonden specialismen. Geleidelijk ook werden producten verbeterd en ontdekte men verfijndere productiemethoden. Naast gietijzer leerde men bijv. ook staal te maken.
Met behulp van een vuur aangewakkerd door een blaasbalg werd ijzer of een ander metaal dusdanig verwarmd dat het vervormbaar werd. Op een aambeeld werd het dan in de gewenst vorm geslagen of anderszins bewerkt zoals splijten. Als het te bewerken materiaal afkoelde werd het weer opnieuw verwarmd om het smeedbaar te houden. Als het te smeden object klaar was werd het in water koud gekoeld
De oudste smeden hielden zich vooral bezig met het gieten van koperen en bronzen voorwerpen.In de ijzertijd ontstond ook het bewerken van het ijzer. Men leerde het smeden, het bewerken van het gloeiend ijzer met de hamer. Men leerde staal te maken en dat door wellen en vouwen sterk en buigzaam te maken. In Japan worden bijv. nog steeds samuraizwaarden op deze wijze vervaardigd, die zeer scherp en sterk zijn. In de herinnering van nog levende oud-Indiëgasten zijn de terechtstellingen in de kampen nog steeds aanwezig. Zij die een goede kris uit Indonesië bezitten kunnen ook zien dat deze uit meerdere lagen bestaat om tot optimale sterkte te komen.
Voor de bewerking van het metaal diende de smid over allerlei werktuigen te beschikken. Het meest opvallend zijn het smidsvuur, brandend gehouden door een smidsknecht (de vuurmaker of vuursmid) met blaasbalg om het vuur aan te wakkeren en het aambeeld, meestal van gietstaal vervaardigd. Het is met zware krammen aan een houten voetstuk bevestigd. In het aambeeld bevinden zich enkele gaten waar men hulpstukken kon plaatsen, die voor een bepaald werk nodig waren, zoals een buigijzer om het metaal tijdens de bewerking in de gewenste vorm te buigen of of een kerfijzer of schrootbeitel om het hete ijzer te splijten of om er stukken af te hakken. Met behulp van een tas kon hij kleine voorwerpen haaks ombuigen. Met een tribuletstaak in het aambeeld kon de smid ringen en kettingschalmen vervaardigen.
Verder waren er allerlei dommekrachten om zware voorwerpen als karren op te lichten,tangen en hamers, terwijl ook een bankschroef niet ontbrak. Een slijpsteen diende voor het scherpslijpen, het vormgeven en verwijderen van bramen en roest. ’s Winters kon men er ook zijn schaatsen laten slijpen.
Bij het aambeeld stonden een of twee waterbakken, die onder meer voor het afkoelen, harden en krommen diende(n).
De meeste smeden waren evenals de andere handwerkslieden verenigd in gilden.
 |
 |
 |
||
gildebanier |
hoefsmid |
gilde Amsterdam |
Hier te lande ontstonden, als we ons tot de ijzer/staalverwerkende smeden beperken, evenals elders in Europa diverse specialisaties, zoals:
Ankersmid of ankerslager.
Deze vervaardigde scheeps- of muurankers
Bliksmid oftewel blikslager.
Bewerker van geplet en vertind plaatijzer, uitgeslagen in dunne bladen. Van blik werden en worden vooral veel huishoudelijke voorwerpen vervaardigd, maar ook bijv. verpakkingsmateriaal als koekjestrommels, bussen voor opslag enz.
Bussemaker, bussensmid
Zie geweermaker
Damastsmid
De damastsmid legt staal met goud of zilver in of brengt er, ongeveer als bij het etsen figuren, motieven op aan. Deze techniek zou ontwikkeld zijn i Damascus en wordt daarom ook wel damasceren genoemd.
Dompermaker - profeytermaker
De dompermaker was gespecialiseerd in het fabriceren van kandelaars en kaarsendompers (om kaarsen te kunnen doven)
Dorpssmid
De dorpssmid kan men zien als een soort alleskunner. In de dorpen was hij degeen, die de paarden besloeg, allerlei gereedschappen en ijzeren gebruiksvoorwerpen uit de huishoudingen repareerde.
Edelsmid
De edelsmid bewerkt edele metalen.: goud- en zilversmid.
Fijnsmid
De fijnsmid vervaardigde o.a. onderdelen voor geweren als de slotplaat, de haan en de pan) en voor sloten. Ook bijv. naaldenmakers werden tot de fijnsmeden gerekend.
Geschut- en klokgieter
Zij vervaardigden kanonnen en klokken. Als grondstof werd aanvankelijk brons gebruikt, later voor de kanonnen ook ijzer. Verder ook wel kleingoed als vijzels
Geweermaker of bussemaker of bussensmid.
Voor het maken van een geweer waren er diverse ambachtslieden nodig. De loopmakers of loopsmeden vervaardigden de loop. De ladenmakers oftewel stellingmakers sneden de houten kolf en de lade oftewel stelling. Ivoorsnijders zorgden voor inlegwerk in kolven en laden (stelling). Geelgieters zorgden voor de koperen-, messing- of bronzen onderdelen.
Grofsmid
Smid, die het grovere smidswerk doet. Zie ook dorpssmid.
Fijnsmid
De fijnsmid was o.a. nodig voor de vervaardiging van het slot van een geweer. Zelfs dat maakte hij niet alleen. Zo zorgden haanvijlers met behulp van vijlen de definitieve vorm gaven. Slotveermakers smeedden de verschillende veren, nodig voor het slotmechanisme. Dan waren er de schroevenmakers, die de schroeven en bouten smeedden, de schroefkoppen vijlden en schroefdraden in de schachten tapten.
Geweer- of roermaecker
Deze vervaardige uit de door anderen toegeleverde onderdelen als loop, lade en slot het complete vuurwapen.
Harnassmid, harnasmaker
De harnassmid is gespecialiseerd in het vervaardigen van harnassen. In feite was dit een verdwenen beroep, maar door de hernieuwde belangstelling voor het verleden zijn er ook nu nog harnasmakers actief, waaronder enkele in Nederland. Ook de vervaardiging van maliënkolders behoorde tot zijn werk. Deze bestonden uit in elkaar gevlochten ringetjes.
Hoefsmid (veelal de dorpssmid)
De hoefsmid vervaardigt/de hoefijzers.Hij maakt(e) deze hoefijzers op maat, verzorgde de hoeven en bevestigde de hoefijzers met behulp van hoefnagels. Voor het beslaan werd als regel een hoefstal gebruikt, een houten constructie waarin het paard kon worden vastgezet tijdens het beslaan.
Houweelsmid
Gespecialiseerd in de vervaardiging van houwelen en ook bijlen.
Kachelsmid
Deze was gespecialeerd in de vervaardiging van kachels, zoals een slee- oftewel plattebuiskachel.
Ketelsmid (ketellapper)
De ketelsmid vervaardigde o.a. (kook)ketels van rood of geel koper, voorzien van een ijzeren hengsel om ze boven het vuur te kunnen hangen. Deze ketels dienden o.a. om er eten in te kunen koken voor mens of dier. De ketellapper was degeen die van huis tot huis trok om ter plekke beschadigde ketels e.d. te repareren.
Kettingsmid
De kettingsmid was gespecialisser in het vervaardigen van kettingen in allerlei formaten.
Klingensmid, klingenmaker
De klingensmid was gespecialiseerd in het vervaardigen van degens, klingen, sbels en zwaarden, waar nodig tweesnijdend.
Kogelsmid
De kogelsmid vervaardigde geweer- en kanonskogels
Koudsmid
De koudsmid, ook koudslager genoemd werkte zonder smidsvuur.
Kunstsmid (siersmid)
De kunstsmid was (is) gespecialiseerd in het vervaardigen van kunstsmeedwerk.
Loopsmid, lopensmid, lopenmaker.
De lopensmid vervaardigde de geweerlopen.
Messensmid, messenmaker
De messenmaker was gespecialiseerd in de vervaardiging van messen in allerlei soorten en maten. De heften werden weer door anderen, de heftemakers, vervaardigd. Deze konden van allerlei materiaal zijn zoals hout, ivoor en edelmetaal. Mannen en vrouwen hadden een eigen mes, dat ieder bij zich droeg in een min of meer fraaie schede (vorken kwamen eerst in de negentiende eeuw algemeen in gebruik. Daarvoor werd vast voedsel met de vingers gegeten, eventueel gebruikte men de mespunt als vork).
In de periode van de zeventiende en achttiende eeuw waren de Schagermessen tot de beste in Europa gerekend.
Molensmid
De molensmid vervaardigde ijzeren onderdelen voor molens zoals het molenijzer.
Nagelsmid
Zie spijkersmid. Een nagel is een spijker met een grote platte kop.
Pistoolmaker
Smid, die pistolen maakte
Ploegsmid
De ploegsmid vervaardigde ploegen.
Roermaker
Zie geweermaker.
Sendemaker
Was gespecialiseerd was in het maken van zeisen (Jaarb. CBG 30, 1976, pag. 45) en zichten (korte zeisen voor het maaien van koren).
Slotenmaker
Vervaardiger van sloten en sleutels.
Speldenmaker
Vervaardiger van spelden.
Spietsmaecker
Een spiets is een speer, die in verschillende vormen en voor verschillende doeleinden werd vervaardigd. Nu nog om een stuk te grillen vlees aan de spietsen, in vroeger tijden massaal gebruikt bij het oorlogvoeren bij o.a. man tegen man gevechten. Op oude afbeeldingen van gevechten ziet men ze afgebeeld, veelal meer dan manshoog, van hout met een metalen punt. Ook bij de jacht werden ze gebruikt om dieren uit te schakelen. En ook nu kent men het aan de spits laten garen van vlees of vis.
Spijkersmid, spijkermaker
IJzeren staven werden eerst op de gewenste dikte gebracht en daarna aan een kant verwarmd tot zij roodgloeiend waren. De spijkersmid vormde dan met de hamer de steel van een spijker op het aambeeld. Vervolgens werd de spijker gescheiden met behulp van de hamer en een stuk scherp staal waarna de spijker met de scherpe punt in een z.g. cloyère werd geplaatst en er met hamerslagen een kop aan werd gemaakt. Er was ook destijds al een grote verscheidenheid aan spijkers, waarbij men uitging van verschillende soorten ijzer. Zo maakte men brosse en taaie spijkers, waarbij de taaie spijkers vooral voor een duurzame bevestiging dienden.Men maakte verder bijv. koploze spijkers (spijkers met verloren kop) voor meubelwerk en spijkers met een lengte van 37 cm ten behoeve van de scheepsbouw.
Ook deze vervaardiging werd in de negentiende eeuw geïndustrialiseerd. De spijkerproductie vond toen vooral in de streek rond Luik plaats door de aanwezigheid van de kolenmijnen in die regio. Daar werd vooral Zweeds ijzer gebruikt, dat van zeer goede kwaliteit was.
Sporenmaker
De sporenmaker vervaardigde sporen ten behoeve van de ruiters.
Strijkijzermaker
Strijkijzers kende men in een grote verscheidenheid. Zo had men speciale strijkijzers nodig om de plooikragen, die we op schilderijen uit de gouden eeuw zien, in het model te strijken. Ook de mutsen die men droeg vergden speciale strijkijzers. Een van de daarvoor gebruikte strijkijzers is de z.g. handfluter, die uit twee delen bestond, waarvan het onderste deel werd verwarmd. De handfluter diende voor het plooien (plisseren) van de stof. Verder werden speciale strijkijzers gebruikt o.a. door de corsettenmakers en de hoedenmakers. De schoenmakers gebruikten een soort strijkijzer om de binnenzool in een schoen of laars vast te plakken. Naast de strijkijzers die op een kachel verwarmd moesten worden ontstonden er ook strijkijzers waar men een kooltje vuur of een gloeien gemaakt binnenijzer in kon doen. Daar waar veelvuldig gestreken moest worden maakte men gebruik van speciale kachels waarbij een aantal strijkijzers in een ring buiten om de vuurhaard werden geplaatst of aan de kachel werden gehangen. Dit waren de hangijzers, een term die nog steeds, zij het in andere zin in ons spraakgebruik voorkomt (hete hangijzers). In de provincie Groningen staat in het dorp Noordbroek een strijkijzer-museum, waar men een unieke collectie kan bezien. En in Boxtel staat het Wasch & Strijkmuseum, eveneens met een unieke collectie.
Bron: O.a. Strijk te kijk. Vier eeuwen strijkbouten en andere soorten strijk- en plooigereedschappen. Auteur Ton van der Tonnekreek, uitg. Wasch- en Strijkmuseum, Boxtel 2009.
Vijlenkapper
Vervaardiger van allerlei vijlen voor uiteenlopende doeleinden. De vijl wordt uit een staaf staal eerst tot een blank met gevest gesmeed. Dit naar gelang de verschillende doelen in verschillende profielen. Vervolgens worden ze om het staal te harden uitgegloeid om het staal hard te krijgen. Na correctie en het verwijderen van ongerechtigheden kan het kappen beginnen. Er wordt, afhankelijk van het doel met behulp van scherpe beitels de gewenste tanding ingeslagen. Na het kappen worden de vijlen verhit tot 780 graden Celsius in een bad van lood en krijgen daardoor een beschermlaagje dat voorkomt dat er roestvorming optreedt.
Wagensmid, wagenmaker
Men kan dit zien als een combinatieberoep van timmerman en smid. De rijtuigen, wagens en karren werden/worden met de hand gemaakt, maar op verschillende plaatsen moet versterking komen zoals het maken en bevestigen van ijzeren hoepels rond de wielen.
Zwaardveger
Ambachtsman die zwaarden en andere slag- en steekwapens vervaardigde, repareerd en schoonmaakte.
Zie ook bij de betreffende letters voor eventuele uitgebreidere informatie.
Bronnen o.a.:
Smid in familienamen, auteur Jan Spendel, uitgave van Gopher B.V. (www.gopher.nl) Dat smid een veel voorkomend beroep was wordt wel bewezen door het veelvuldig voorkomen van de smid (in allerlei variaties) als familienaam. In het boek komen zowel de naamgeving als het smidsvak met de vele specialismen uitgebreid aan de orde.
Verdere literatuur o.a.
Smidswerk in de praktijk. Ted Tucker, Kluwer technische boeken BV,1984.
Woordenboek der Nederlandsche Taal. Sdu Uitgeverij, Den Haag, 1993.
Woordenboek van de Brabantse dialecten, deel II, aflevering metaalbewerking, Drs. P.H. Vos, Van Gorcum, Assen, Maastricht,1992. (Ook beschrijving van veel gereedschap)
N.B. Op verschillende plaatsen in ons land wordt de smidskunst gedemonstreerd:.
Smederijmuseum Nieuwkoop
Smederijmuseum ‘D’Oale Smederie te Hellendoorn
Orvelte (Drenthe) in het seizoen
Openluchtmuseum Arnhem
Smoutdrukker
Drukker die gespecialiseerd is in klein drukwerk, zoals familiedrukwerk, loterijbriefjes, reclamefoldertjes. Dit drukken vond als regel op een hand-, trap- of elektrische degelpers plaats. Op verschillende plaatsen zijn er nog drukkers die gebruik maken van een Heidelberger degelpers, o.a. voor nummer-, perforeer- en stanswerk (o.a. loterijbriefjes).
Smouter
Smout is week vet, dat op verschillende manieren werd verkregen., bijv. “Lever-smout, Trayn, Baleyne, Kaen oft dierghelicke quade Smout oft Vet” (WNT). (Een smouterham was een snee (rogge)brood met reuzel besmeerd)
- Smelter van vet
- Iemand die wol voor het spinnen invette met vette substantie (o.a. boter en raapolie)
Oliemolenaar, olieslager.
Iemand die in olie, vet, traan enz. handelde.
Handzetter die in een drukkerij zetsel uit losse letters vervaardigde voor handels-, reclame- en particulier drukwerk, werk dat staande achter een zetboek werd verricht. Mij is het verhaal van een oude handzetter bijgebleven: als ze zo’n uur of twaalf achter een zetbok hadden gestaan wilden ze wel eens wat door de knieën zakken. Met een schop tegen hun achterste werden ze weer tot de orde geroepen.
Snelschrijver
Stenograaf. De stenograaf nam/neemt met behulp van een speciaal schrift teksten op. In Nederland zijn drie systemen tot ontwikkeling gekomen:
- het systeem Steger, ontwikkeld door C.A. Steger
- het systeem Pont
- het systeem Groote dat nog steeds in gebruik is.
Dit systeem werd in 1899 ontwikkeld door A.W. Groote, adjudant van een cavaleriegeneraal. Hij zocht een manier om te paard aantekeningen te kunnen maken zonder dat zijn notities onherkenbaar werden door de bewegingen van het paard.
Bekend is dat Willem Drees zijn loopbaan begon als stenograaf bij de gemeente Amsterdam en later bij de Tweede Kamer. Op het internet is het nodige te vinden over deze beroepsuitoefening. Men onderscheidde een kantoorstenograaf tweede klasse, een kantoorstenograaf eerste klasse en een kamerstenograaf, die 250 lettertekens per minuut haalde.
Sneuen zijn einden in elkaar gedraaid dun hennepgaren, ongeveer 75 cm lang waaraan een haak werd bevestigd om bij de hoekwantvisserij te worden gebruikt. Dit werk werd als huisindustrie verricht, o..a. te Vlaardingen, Maassluis en Middelharnis.
Snijder
- kleermaker,hersteller en vermaker van kleding
- actief bij het inhalen van de oogst
- castreerder van dieren
Bewerker van (edel)stenen, bijv. diamantsnijder of zegelsnijder.
Snikkevaarder, ook snikschipper
Schipper op een snik, een binnenvaartuig voor het vervoer van personen en goederen, ook wel voor kustvisserij.. Wordt tussen 1558 en 1710 veelvuldig in het Gilderechtboek van Groningen genoemd.
Vervaardiger van snuifdozen (koperen, zilveren en gouden).
Een snuifmolenaar bereidde snuiftabak dat in een aantal verschillende soorten en op verschillende manieren werd geproduceerd. Bij sommige snuifmolens werden zware ijzeren rollen gebruikt om met name de stengels te pletten, waardoor het latere fijnhakken werd bespoedigd.
Een andere manier was om de tabaksbladeren in een linnen doek te wikkelen en die te omsnoeren. Op de stripbank werden de bladeren gestript, de stelen er af gehaald en gebundeld, in een linnen doek gewikkeld en met touw omwonden. Deze bundels leken op karotten (een soort penen), vandaar de naam. Deze karotten werden een half jaar in het donker gelegd om te ‘sterven’, waarna ze werden omgelegd. Als ze gereed waren werden de karotten uit elkaar getrokken en in ronddraaiende tonnen door daarin stampende hakmessen fijngehakt. Een aantal soorten werd nog gezeefd, gemalen op de snuifsteen, gekleurd en geparfumeerd. Het armste deel van de bevolkig kocht vaak rappe, de minste soort snuif, gemaakt van de stelen van de tabaksbladeren. Thuis kon men de karot ook raspen met behulp van een snuifrasp.Ook tegenwoordig wordt er nog snuif gebruikt.
Ontleend aan A.J.J. Struijk, Ons Erfgoed, 10e jg. nr 3.
In de Amsterdamsche Courant van 13 juni 1801 stond o.a. de advertentie SNUIFKAPPERIJ DE VRIENDSCHAP.
Wordt geadverteerd, dat de compagnieschap, gecanteerd hebbende op de firma van J. Barentz en Comp. Aangaande de snuifkappery edn maaldery in de molen De Vriendschap op het Oetgenspad buiten de Weesperpoort, op dato 16 Mey 1801 is komen te cesseeren; wordende de affaire evenaals voorheen door den ondergetekenden, die de directie oer alles gehad heeft ... op dezelve firma van J. Barentsz. En Comp. Terzelver plaatse gecontinueerd ... Jan Barentz.
De mannen rookten vooral hun pijp, maar bij de vrouwen was het snuiven populair. Veel snuiftabak werd verkocht in Delfts blauwe potten.
a. Venter in levensmiddelen die langs de deuren verkoopt.
b. Venter en gaarkok die manschappen van legers, scheepsbemanningen, polderwerkers e.d. van proviand en drank voorziet.
Solliciteur
- Pleitbezorger (voor kleine rechtszaken) “Welcken appoinctements achtervolgende hadden partien ... eyntlick de zaeke in rechte geconcludeert ...., by heuren Procureurs ende Silliciteurs in onzen voorsz. Grooten Rade (Hand. V. Amst. 315b (Ao. 1562); De voorsz Inwoonderen ende Ingesetenen der Vereenighde Nederlanden (sullen) alomme onder het gebiedt van hare Hoogheden hen mogen doen dienen by sukcke Advocaten, Procureurs, Notarissen, Solliciteurs ende Executeurs, als hun goet duncken sal, Gr. Placaatb. 1, 73 (ao 1609)
- Persoon bevoegd tot het opstellen en indienen van verzoekschriften
- Persoon die bij een of meer legerafdelingen tegen zekere renten voorschotten verstrekte op soldijen en bepaalde uitgaven.(Meestal in de verbinding solliciteur militair)
Bron:
WNT
Zwavelstokmaker. De zwavelstok was de voorloper van de lucifers. Zwavelstokjes, de voorloper van de lucifers, werden vervaardigd door stokjes of stukjes hennepstengel (de ronde) waartoe de niet geroot maar geschild wordende en op maat gesneden aan een of beide kanten in zwavel werd gedoopt. Ze werden met behulp van een tondeldoos tot ontbranding gebracht. Men kende ook Lutherse zwavelstokken, een fijner soort, voorheen te Kampen niet uit hennepstelen maar uit dunne houten staafjes vervaardigde.
Sorteerder, sorteerster
Man, resp. vrouw die sorteerwerkzaamheden verrichtten in diverse bedrijven.
Zout werd oorspronkelijk in de kustplaatsen van Holland en Zeeland gewonnen door derrie, een met klei vermengde veenlaag, te drogen en daarna te verbranden. De as die overbleef was grondstof voor de zoutzieders (soutsieders). Omdat deze vorm van zoutwinning de veiligheid van de dijken aantastte werd dit verboden. Daarom werd het ruwe zout geïmporteerd uit Frankrijk, Portugal en Spanje.
In de zoutziederijen werd het geraffineerd en zo geschikt gemaakt voor consumptiedoeleinden. Het ruwe zout werd eerst opgelost in schoon zeewater tot dat dit een verzadigingspunt had bereikt. Hierin bleef de oplossing staan tot alle ongerechtigheden waren bezonken. De gereinigde pekel werd dan in de kookketels gepompt waar het aan de kook werd gebracht terwijl wat melk toegevoegd werd waardoor nog aanwezige ongerechtigheden als schuim naar de oppervlakte kwamen en konden worden verwijderd. Door het koken verdampte het water. Het uitgekristallisseerde zout werd geregeld uit de zoutpannen verwijderd.
Het natte zout werd in manden geschept en in een drooghok gedroogd.
Spaakhouder
Werkman die bij het heien van palen met behulp van een handspaak de heipaal in de goede stand houdt.
Bron:
WNT
Vervaardiger van spaken. Deze werden voor diverse doeleinden gebruikt.
Men onderscheidt al naar het gebruik de bok-, draai-, geschut-, hand-, kor-, rad-, richt- en rolspaak.
De spangenmaker vervaardigde spangen, d.w.z. o.a. metalen banden (haarbanden), armbanden als niet gesloten ring of spiraal, spelden van edelmetaal. Ook wel dopjes of ander beslag op gordels of paardentuig.
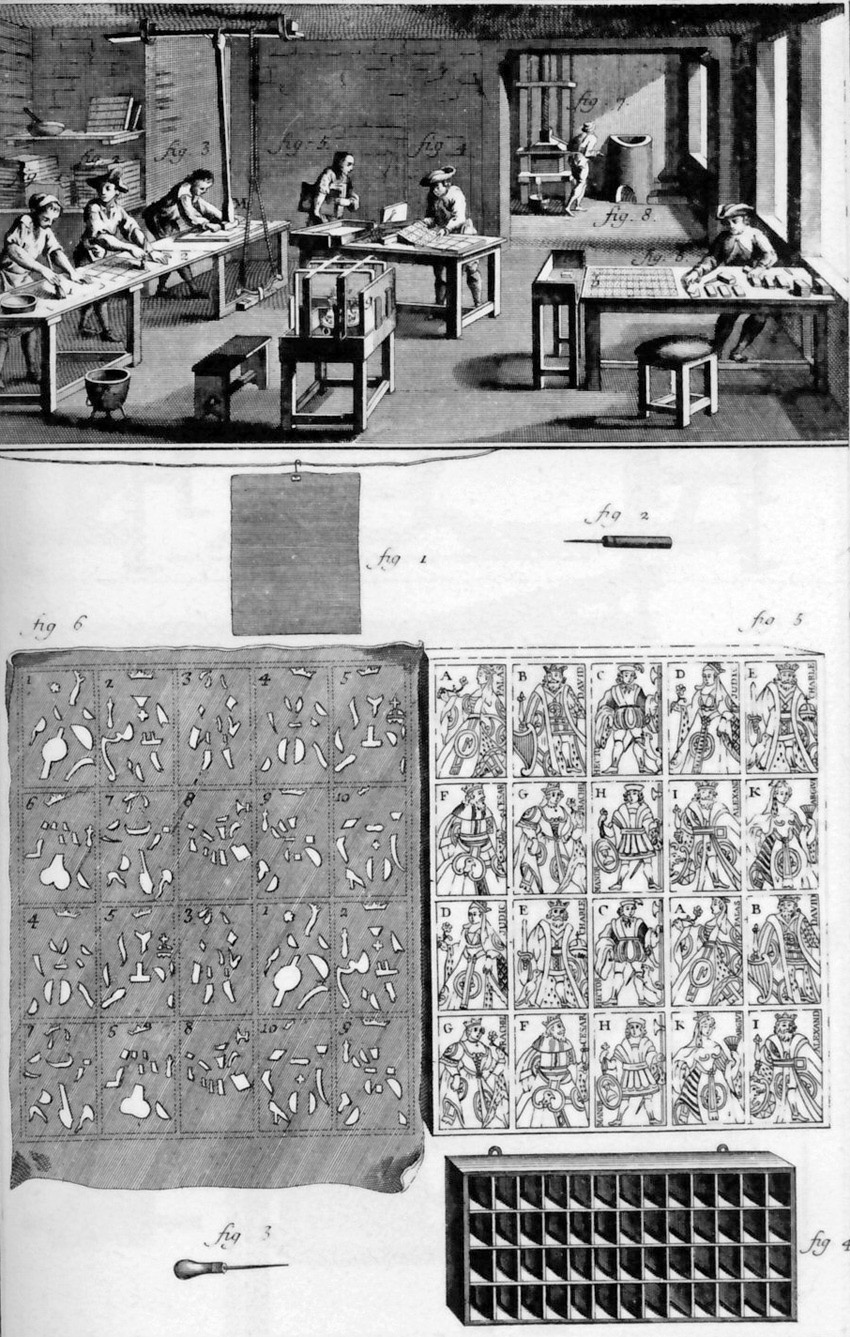 Speelkaarten werden zoals de illustratie laat zien oorspronkelijk vervaardigd door eerst vormen voor de verschillende kaarten en kleuren te vervaardigen. Deze werden op dun karton gelegd waarna men de uitsparingen met de betreffende kleur bestreek. Voor de gewone kaarten volstond een kleur, voor de popkaarten waren meerdere ‘vormen’ nodig, waarbij deze sluitend met de juiste kleuren ingekleurd werden.
Speelkaarten werden zoals de illustratie laat zien oorspronkelijk vervaardigd door eerst vormen voor de verschillende kaarten en kleuren te vervaardigen. Deze werden op dun karton gelegd waarna men de uitsparingen met de betreffende kleur bestreek. Voor de gewone kaarten volstond een kleur, voor de popkaarten waren meerdere ‘vormen’ nodig, waarbij deze sluitend met de juiste kleuren ingekleurd werden.Zie afbeelding ontleend aan de Encyclopédie van Diderot & D’Alembert (1762-1777).
Musicus op bruiloften en andere feesten, iemand die een instrument bespeelde.
Slager van varkens, vaak als huisslachter bezig (veelal in de herfst). Verder koper en slachter van varkens en verkoper van de slachtproducten. Vroeger werd het beest met de kop naar beneden op een ladder gebonden, waarna men een halsslagader opensneed en het dier liet doodbloeden. Dit bloed werd opgevangen om verwerkt te worden tot bloedworst. Daarna werd het varken met behulp van kokend heet water van de haren ontdaan, waarna het eigenlijke slachten begon, gevolgd door de verwerking van de diverse slachtprodukten.
“Dat de Spekkoopers binnen deselve Stad ... geene Varkens van partuliere Luyden binnen of voor hare Huysen sullen moghen slagten of steken (Hand. V. Amsterd. 213 a (1679).
Functie bij de walvisvaarders: degene, die (samen met een maat) het spek van de gevangen dode walvissen sneed. In de begintijd van de walvisvaart werden de gedode walvissen daartoe naar de kust gesleept. Een deel van het spek ging naar traankokerijen daar, een deel werd naar traankokerijen in ons land gebracht en daar verwerkt. De gewonnen traan werd o.a. gebruikt voor straatverlichting.
Vervaardiger van spelden. Grondstof is bijna altijd koper of messing, dat op de juiste dikte getrokken was. Hiervan werden stukken van 18 tot 24 voet afgeknepen, die vervolgens in stukjes ter lengte van twee spelden werden afgesneden. Deze werden aangepunt, gehalveerd en van een kop voorzien.
De verbinding der speldeschaft met den kop ... geschiedt door het aankoppen ..., en de daartoe dienstige inrichting is de wip (naaldenmakerswip, Wippe, Nüdler-Wippe, tétoir, header), een klein valwerk, hetwelk door eene vrouw (of wel door een kind) geregeld en bediend wordt. Het hoofd- bestanddeel der wip is eene verticale, 1 tot 11/2 pd zware ijzeren stang, — welke in sponningen op en neêr gaat, — omstreeks haar midden met eenen 4 tot 6 pd wegende looden bol bezwaard is, en (die) door middel van eenen hefboom, een riem en eene voettreê opgeheven wordt, 1, 543 [1861]. Het vervaardigen van spelden is ... eene oude, oorspronkelijk Duitsche kunst ...; deze kunst heeft in het wezenlijke slechts zeer weinige veranderingen ondergaan na het jaar 1680 of 1690, toen de wip tot het maken der koppen aan de spelden is uitgevonden, Boek d. Uitv. 4, 48 [1867].
Zie ook Kantkloster, kantwerkster.
 Kantklossen is waarschijnlijk in de vijftiende eeuw ontstaan, mogelijk in Italië. Het zou ontstaan zijn uit reparaties van versleten kledij. Het ambacht wordt/werd in verschillende landen beoefend. De techniek kent dan ook verschillende variaties.
Kantklossen is waarschijnlijk in de vijftiende eeuw ontstaan, mogelijk in Italië. Het zou ontstaan zijn uit reparaties van versleten kledij. Het ambacht wordt/werd in verschillende landen beoefend. De techniek kent dan ook verschillende variaties. Voor de vervaardiging van naaldkantwerk wordt het patroon op een plat of bol kussen bevestigd. Met behulp van paren klosjes, ook wel kantwerkbouten genoemd, waarom het te gebruiken garen is gewonden en spelden, wordt het kant in elkaar gedraaid.Vaak werd er in een vochtige omgeving gewerkt. Soms was er specialisatie, bijv. kant- of speldenwerksters die bloemen deden. Op de illustratie een zestienjarige leerlinge van de Abbé Berralyxhool, bezig met een werkstuk.
Spiegelmaker, spiegelmaakster
Vervaardiger, resp. vervaardigster van spiegels.
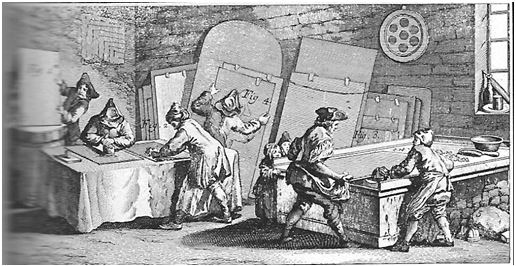
Spiegelmakerij (Encyclopedie van Diderot en D’Alembert,1762-1777)
Zie bij smid.
Spilgast
Zeeman belast met het bedienen van de spil, een werktuig bestaande uit een cilinder, die met behulp van spaken of een boom kon worden rondgedraaid om een touw of een ketting in te halen. Gewoonlijk een staande cilinder, voorzien van een kop met gaten voor de spaken en onder meer gebruikt om ankers of netten binnen te halen.
Bron:
WNT
Zeeman die in het spil loopt. “De stuurmansmaat is een der vier spilloopers bij het inwinden van het vischtuig” (Hoogendijk, Grootvissch. 273 in WNT)
Muzikant
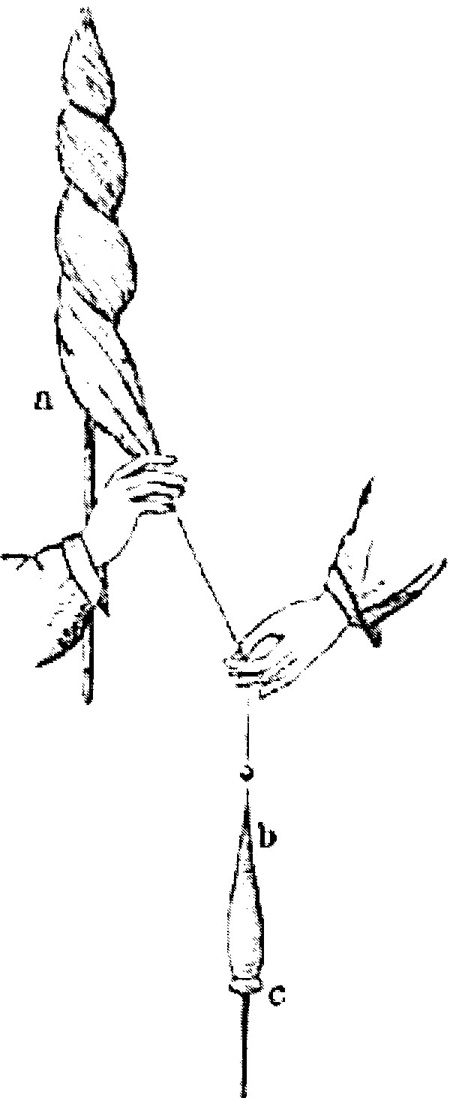 Man of vrouw die zich met het spinnen bezig hield. Oorspronkelijk spon men garen met behulp van spinrok, d.w.z. een stok waarom te spinnen materiaal, o.a. gekamde wol, werd gestoken dat daar al draaiend uit werd getrokken tot garen met behulp van een spintol (zie afbeelding). Omstreeks de twaalfde eeuw ontstonden de eerste met de hand aangedreven spinnewielen. Afhankelijk van de mate van perfectionering van het spinnenwiel en de dikte van de geweven draad kon de spinner of spinster twee tot vier keer meer draad spinnen dan met een spinklos.
Man of vrouw die zich met het spinnen bezig hield. Oorspronkelijk spon men garen met behulp van spinrok, d.w.z. een stok waarom te spinnen materiaal, o.a. gekamde wol, werd gestoken dat daar al draaiend uit werd getrokken tot garen met behulp van een spintol (zie afbeelding). Omstreeks de twaalfde eeuw ontstonden de eerste met de hand aangedreven spinnewielen. Afhankelijk van de mate van perfectionering van het spinnenwiel en de dikte van de geweven draad kon de spinner of spinster twee tot vier keer meer draad spinnen dan met een spinklos.Vervaardiger van spinnewielen. De eerste toen nog met de hand aangedreven spinnewielen verschenen in de westerse wereld omstreeks de twaalfde eeuw. In Europa is de oudst bekende afbeelding van een spinnewiel afkomstig van Leonardo da Vinci (1480). Hierop is een wiel te zien met een spindelhoofd. Later stelde hij voor om het spinnen en spoelen te combineren. In Duitsland wist men hieruit het met de voet aangedreven spinnewiel te ontwikkelen dat alom ( ook hier te lande) werd vervaardigd en in gebruik werd genomen. Er werden twee hoofdtypen ontwikkeld, het Saksisch model met een scheef plankje als basis en een staand model, het schippertje, dat minder ruimte innam. Dit omdat daar de spoel boven het drijfwiel is aangebracht. Het ontleend de naam omdat het door schippersvrouwen, die aan boord over weinig ruimte beschikten, werd gebruikt. Ook tegenwoordig worden nog steeds spinnewielen gemaakt voor hobbyisten in diverse modellen. Tijdens de laatste oorlog zijn er, waar men aan wol wist te komen verschillende weer in gebruik genomen.
Spoeler
De man of jongen die het werk van het “spoelen” van kettingdraden en/of van inslaggaren verricht. Varianten zijn spoelersjongen, pijpjesspoeler/pijpenspoeler, d.w.z. iemand die de pijpjes voor de inslag spoelt, meestal jongens en klossensspoeler, iemand die de kettingdraden spoelt, meestal oudere mannen (textielindustrie).
Bron:
Woordenboek van de Brabantse Dialecten, deel 2.
Spoelster, spoelmeisje
Vrouw die of meisje dat het werk van het spoelen van kettinggaren en/of van inslaggaren verricht (textielindustrie).
Bron:
Woordenboek van de Brabantse Dialecten, deel 2.
Een spoormaker of sporenmaker is een ambachtsman die sporen voor het ‘aan-zetten’ van rijdieren maakt, in het bijzonder paarden. Sporen zijn sinds de derde eeuw v.C. bekend. De oudste vorm is met een korte ijzeren beugel die in het midden een korte prikkel heeft. Aan de beide einden zijn knopjes aangebracht voor het bevestigen van de riemen. Uit de Romeinse tijd zijn ook sporen met een getand wieltje bekend. Behalve sporen maakt de spoormaker paardenbitten en stijgbeugels.
Spraakmeester
Verouderde benaming van taalleraar.
Bron:
WNT.
Deze verfde laken staalblauw: (Daar) de staelblaeveruwers in cas hun voors. Versoeck werde toegestaen. (WNT)
Staalgraveur
Graveur die in staal graveerde met behulp van een burijn (kleine scherpe beitel, die uitloopt in een driehoekige punt. Dit konden afbeeldingen zijn (staalgravures) en teksten, bijv. van visite- en trouwkaarten. Deze techniek is in het begin van de negentiende eeuw ontwikkeld. Het belangrijkste doel was destijds het in grotere oplagen kunnen drukken van bankbiljetten, die tijdens de gehele oplage identiek moesten blijven en om zo fijn te graveren dat vervalsing moeilijker zou worden.
Vanaf ongeveer 1820 gaat men ook prenten in staaldruk vervaardigen. Toen men rond 1860 de verstaaltechniek uitvond, waardoor men koper kon verharden ging men overwegend weer terug tot het gemakkelijker te bewerken koper.
Bron:
o.a. Prentkunst en drukwerk, auteur B. Gascoigne
Staalmaker
- De staalmaker zette ruw- of smeedijzer om in staal.
- Keurmeester van laken. Zie staalmeester.
Degeen die in de lakenhal het laken keurde op kwaliteit, afmetingen en kleur. Laken was een wollen stof die door de langdurige bewerking dicht, warm en glanzend was geworden en blauw of zwart geverfd. Om de kwaliteit en kleur vast te stellen werd gebruik gemaakt van stalen d.w.z. proeflappen, waaraan de staalmeesters hun naam ontleenden. Bekend is het schilderij van Rembrandt, de staalmeesters waarop de waardijns van het Amsterdamse lakengilde zijn afgebeeld.
Staalvisserij
Een staal is in dit verband een (metalen) staak of dunne paal in (zee)water geplaatst waaraan visnetten (kuilen of fuiken) worden vastgemaakt. Deze vorm van visserij werd staalvisserij genoemd.
Langs de Zuiderzeekust van Noord/Holland maar ook elders kwam deze vorm van vissen voor.
Aannemer van stedelijke werken.
Door de stad aangestelde aanplakker belast met het aanplakken op daarvoor bestemde plaatsen van stedelijke en particuliere bekendmakingen.
Advocaat van de stad, die de stadsregering van advies dient en daarvoor een vast jaargeld ontvangt.
Openbare verkoper, stadsvendumeester.
Baas over de stadsarbeiders.
Hoornblazer door de stad aangesteld.
Stadsbode
Stedelijke functionaris, o.a. belast met het innen van boetes.
Ambtenaar die namens het stadsbestuur maten, tonnen, vaten e.d. ijkte en bij goedkeuring van een brandmerk voorzag.
Nu politieagent
Stadsdieper
Dieper in stedelijke dienst. Zie voor nadere omschrijving bij Dieper.
Arbeider in dienst van de stad. Hij was belast met de taak de hagedoorns, die onder aan de stadswal stonden, om stokken te buigen, ze dicht ineen te vlechten en zodoende tot een bijkans ondoordringbare heg of omtuining te helpen maken ter verdediging van de stad. Deze functie bestond in Delft. Het is mij niet bekend of de term ook elders werd gebruikt.
Stadsbouwmeester
Heelmeester, door de stad aangesteld en o.a. belast met het toezicht over de staat van de openbare gezondheid. Ook armendokter, stadschirurgijn of stadsvroedmeester.
Hondenslager door de stad aangesteld. Hij droeg destijds (medio 1500) een ambtsgewaad. Gevangen loslopende honden werden o.a. gedood door verdrinking.
Vroeger stedeclerc. Stadsschrijver, stadssecretaris.
Stedelijke gerechtsdienaar
Stadskoornmolenaar
Koren(graan)molenaar aangesteld door de stedelijke overheid.
Tussen persoon bij transacties van de stad.
Meester (tot een gilde toegelaten ambachtsman die de gildeproef afgelegd heeft) in dienst van de stad. O.a. de stadstimmerman.
Term in Groningen voor pachters van (veen)-gronden, eigendom van de stad Groningen. Dit waren o.a. oorspronkelijk gronden die voor de hervorming in bezit waren van kloosters.
Omroeper in dienst van de stad.
Ook opkorter, straatveger met kruiwagen, schop en bezem.
Beheerder van de stedelijke domeinen.
Te vergelijken met een gemeentebode.
Stadsomroeper.
Stadsvroedvrouw
Vroedvrouw in stedelijke dienst. Zie voor nadere omschrijving bij Vroedvrouw.
Stadswagtmeester
Commandant van de stadswachten.
Stamper
Zie Meekrapteler.
Standwerker
De standwerker was een marktkoopman, als regel met één product, dat hij met veel praatjes aan de man of vrouw probeerde te brengen, zoals tandpasta, een of ander wondermiddel, bananen of makrelen.
Steenbakker
Bij de Romeinen werd de baksteen in belangrijke mate toegepast, ook in de tijd dat ze delen van ons lang bezetten. Na het vertrek van de Romeinen raakte de steenbakkerij in ons land weer in onbruik. Dit veranderde toen er zendelingen kwamen om ons land te kerstenen. In het begin waren de eerste kerkgebouwtjes van hout. De zendelingen kwamen uit streken waar natuursteen gangbaar bouwmateriaal was en zagen graag duurzame en brandvrije kerken. Als het er financieel af kon werden kerken met uit het buitenland afkomstige gesteenten (tufsteen, mergel, kalksteen, veldkeien en ijzeroersteen. In de twaalfde en dertiende eeuw is de baksteen in gebruik gekomen. De bakstenen uit de eerste periode (kloostermoppen) zijn tot tien centimeter dik, drie tot vier keer zo lang als dik, meestal twee maal zo breed als dik.
Archeologen hebben niet alleen bakstenen fundamenten en bouwfragmenten maar ook middeleeuwse ovens gevonden. Uit de kloosterkronieken van de kloosters Bloemhof bij Wittewierum en Mariëndaal te Lidlum blijkt dat men daar stenen ging bakken voor kerkenbouw en het vrouwenkloosterMariëndaal. Voor het klooster Mariëngaarde gebruikte men rond 1180 tufsteen, maar in 1235 bij uitbreiding van de kerk baksteen. Ook bij opgravingen van de burcht bij Kuinre, die al in 1197 werd verwoest, kwamen oude bakstenente voorschijn. Het lijkt er dus op dat monniken in ons land het steenbakken zijn gaan toepassen. Het begin van de wereldlijke baksteenbouw is moeilijker te dateren dan die van kerken en kloosters. De meer incidentele productie veranderde in de loop van de vijftiende eeuw toen er meer permanente bedrijven ontstonden. In het begin werd gebruik gemaakt van vrij kleine ovens, die echter voor meerdere baksels konden worden gebruikt.
Voor de modernisering van de productiemethode was het steenbakken ambachtelijk en seizoen gebonden. Dit liep van ongeveer 1 april of in de week na Pasen tot eind september. Tot in de twintigse eeuw kon men hoofdzakelijk met ongeschoolde krachten (waaronder ook vrouwen en kinderen) volstaan. Het eerste werk was uiteraard het graven van de klei, die eerst in rugmanden, later per kruiwagen, verder met paard en wagen en ook wel per schuit naar de plaats van verwerking werd getransporteerd. Daar werd de klei eerst een tijdje, veelal een winter “in de rot” gezet, zodat de plantenresten en humus konden verteren.
Een deel van de bodem van de tichelplaatswerd geëgaliseerd en goed aangestampt. Op dit “treedeel” werd de klei, eventueel onder toevoeging van water en zand, met spaden of door treden met voeten en het verwijderen van ongewenst verontreinigingen, zoals stenen, verwerkt tot een homogene kneedbare massa.
Deze bewerkte klei werd bij de ‘vormer’, die in de open lucht aan een eenvoudige houten tafel werkte, gebracht. Op die tafel stonden enkele een- of twee steens vormen, een kuipje water en een bak met zand om de tafel, de vorm en het strijkhout nat te houden en met zand te bestrooien, zodat de klei niet bleef kleven. Een jeugdige ‘opsteker’ gooide steeds een portie klei, voldoende voor één steen,op de tafel. De vormer greep deze kleiklomp en sloeg deze met kracht in de op de tafel liggende vorm, drukte ze aan en streek de overtollige klei met een strijkhout of een plankje met handvat (plaam of plaan) vlak. Was de vormer klaar dan nam de ‘afdrager’de gevulde vorm weg en keerde deze met een zekere handigheid vlak boven het droogveld om, waardoor de inhoud onderste boven kwam te liggen op het droogveld, ook wel de ‘plaats’ genoemd. Dit deel van het droogveld was daartoe vlak gemaakt en met zand bestreken. Naarmate het droogveld voller werd verplaatste de vormer zijn tafel. Ter wille van de continuïteit moest de vormer over tenminste twee steenvormen beschikken. Als regel waren er ook tenminste twee afdragers nodig.
Als de stenen redelijk stijf waren geworden werden ze op hun kant gezet (‘rechten’ of ‘opsnijden’ genoemd om verder hard te worden. Dit gebeurde meestal door vrouwen en vooral kinderen, die voor dit werk het meest geschikt waren. Als de stenen voldoende hard waren geworden, stapelde men ze op in lange rijen, allemaal op de smalle kant afwisselend naar links en rechts schuins gericht, soms wel twintig rijen boven elkaar (de hagen). Voornamelijk vrouwen moesten dit werk doen in porties van toen tot achttien kilo tijdens werkdagen van zeven uur ’s morgens tot tien uur ’s avonds. Bij regen of felle zonneschijn moesten alle ongebakken stenen afgedekt worden met matten van riet of stro, de hagen ook aan de zijkanten. Op een blijvende steenbakkerij werden op de duur afdaken (haaghuizen of haaghutten genoemd) geplaatst. Later kwamen daarin stellingen met planken, waardoor men kon stapelen met minder kans op beschadiging.

In de negentiende eeuw vond het bakken van stenen in twee soorten ovens plaats: de ‘veldbrand’ of ‘meiler’ en de ‘veldoven’. Meilers bestonden uit stapels stenen, vierkant of ook wel cirkelvormig gestapeld met daartussen brandbaar materiaal (turf of steenkool). Deze stapels werden dicht gesmeerd met klei, waarbij men enkele trek- en rookgaten uitspaarde. Na het dichtsmeren werd de meiler aangestoken. Het bakken duurde dan als regel tenminste vier weken. De kwaliteit van de op deze manier gebakken stenen was zeer variabel. De veldovens bestonden uit twee parallel lopende muren die zo’n anderhalve meter dik waren. Soms waren ze voorzien van een houten met pannen overdekte overkapping. In de beide evenwijdig lopende muren waren onderaan stookgaten aangebracht, de “vuurmonden”. De bodemwerd bedekt met plat neergelegde al gebakken stenen. Daarop werden de droge te bakken stenen (vormelingen) staande op de smalle kant zo opgestapeld dat er tussen twee tegenover elkaar gelegen vuurmonden een brandgang ontstond. De brandgangen werden gevuld met brandbaar materiaal (turf of hout). Vervolgens ging men verder met stapelen, ook boven de brandgangen tot twintig boven elkaar. Er werd voldoende ruimte gelaten om de warmte goed te laten doordringen. De stapel werd van boven afgedekt met al gebakken stenen met daarop nog zoden of plaggen, uitgezonderd enkele trekgaten boven om de vrijkomende waterdamp en de rook te laten ontsnappen. Was de over vol dan werd ook de voorzijde (en eventueel de achterzijde afgedicht. Daarna werd de brandstof aangestoken en van tijd tot tijd aangevuld. Was de oven heet genoeg dan werden de ingangen van deze stookkanalen afgesloten, waarna men het vuur liet doorwerken. De stoker kon bij deze ovens het bakproces grof regelen door het openen en sluiten van de vuurmonden en de trekgaten boven op. Eerst werd zo’n twee weken doorgestookt. Dit om het vocht uit de stenen te laten verdampen. Vervolgens werden de stenen een viertal weken gebakken in hoog vuur, waarna het afkoelingsproces (ongeveer twee weken) volgde. Na het leeghalen van de oven, het uitkruien naar het “tasveld” werden de stenen gesorteerd op klank en kleur. In vroeger tijden werden naast gewone stenen dikwijls ook dakpannen en vloertegels gebakken.
Tot zover globaal de ontwikkeling van het productieproces. Dit werd geleid door de brandmeester. Het aantal werklieden werd hoofdzakelijk bepaald door het aantal vormtafels. Samenvattend zijn de functies: de steenvormer, de opsteker en de afdrager (beide kinderen), de aardmaker die voor de aanmaak en de aanvoer van klei zorgde, de schabul (halfwas), die de baan veegde, voor zand en water zorgde en inviel waar het werk stagneerde, kleigravers, opsnijders, opzetsters, kruiers en stokers. Per vormtafel waren er wel twaalf tot vijftien personen actief.
Voor de invoering van de Arbeidswet van 1889 bestond meer dan 40 procent van alle werknemersuit vrouwen en kinderen. Interessant is, kennis te nemen van de Arbeid enquête.
Na de Middeleeuwen waren de steenfabrieken in handen van adel of patriciaat. Later waren de fabrikanten veelal van mindere stand. Dit had geen invloed op de bedrijfsvoering. De eigenlijke productie werd geleid door de brandmeester. De tichel heer of een boekhouder hield de administratiebij, die vooral gericht was op de verkoop van de stenen en de inkoop van turf. Tegen het einde van de negentiende eeuw ziet men een toename aan firma’s met meerdere financiële deelnemers en een zakelijk leider, de directeur. Rond 1900 vond ook de N.V. ingang. Door de invoering van de stoommachine werd het tichelwerk een steenfabriek door de steenvormmachine, de continue oven en de kunstmatige drooginrichting. Pas na de Tweede Wereldoorlog is er echt sprake van volledig mechanisch en kunstmatig beheerste processen, waardoor ook het werkvolk veranderde. Zo werd de vormer vervangen door een perser.
Rond de jaren 1900 waren de steenbakkerijen berucht om hun uitbuiting. De arbeiders verdienden weinig en op de koop toe waren ze verplicht om hun voeding in de winkels van hun bazen te kopen. Men noemde die winkels dan ook de "banwinkels". Zelfs de huisjes van de arbeiders waren eigendom van de grote bazen. Dus het loon van de arbeiders kwam weer terug in het bezit van de fabriekseigenaars.
In de winter lagen de steenbakkerijen stil omdat het gewoonweg te koud was. Dan waren de arbeiders werkloos en hadden ze geen loon om eten te kopen. Ze waren dan wel verplicht om bij hun bazen geld te lenen. Tijdens de zomermaanden werd dan getracht die schulden terug te betalen door erg hard en heel lang te werken. Dikwijls werkten ze 15 uren per dag. Van 04u00 's morgens tot 21u00 's avonds. Een werkweek duurde van maandagochtend tot zaterdagavond. En op zondagvoormiddag ging men nog gauw wat "gammen" (zie hier voor).


Alle leden van het gezin, ook de kinderen die vaak niet eens 7 jaar oud waren, moesten mee aan het werk. Bovendien woonden deze arbeiders in armzalige huisjes die ook van de steenbakkerbazen waren. Ze waren dus echt wel met handen en voeten gebonden aan hun bazen. Ze werkten vaak voor een hongerloon. Wie lastig was of protesteerde, werd ontslagen. Dat betekende meestal geen loon. Op de andere steenbakkerijen werd je als een herrieschopper aangezien. Dus ander gelijkaardig werk zoeken werd je onmogelijk gemaakt.
Op 9 april 1894 brak er een eerste spontane staking uit (dit was uitzonderlijk in die tijd). Later zouden er nog veel stakingen volgen. Vele arbeiders sloten zich later aan bij de socialistische vakbond. Deze vakbond kwam op voor de rechten van de arbeiders.
De kinderarbeid:
De kinderarbeid was verschrikkelijk. Kinderen van nauwelijks 6 à 7 jaar werden door hun vader slaapdronken naar de werkplaats gebracht. Daar moesten ze een hele dag hard werken om dan 's avonds weer doodmoe door vader naar huis gebracht te worden. Het ligt voor de hand dat de kindersterfte zeer groot was. Zo stierf In 1853 de helft van de kinderen voor hun 15 jaar!!!!!
De staking uit 1894, was het begin van een lange strijd voor een menswaardig bestaan.
De voeding:
De zware arbeid werd enkele keren per dag onderbroken voor het zogenaamde "schaften". Dit is een korte eetpauze. In de voormiddag was dat rond 09u00, in de namiddag rond 16u00. Om klokslag 12u00 nam men de hoofdmaaltijd. Die bestond uit een stuk brood met wat vet of margarine. Men dronk daarbij wat chicorei (vervanging van koffie). Nadat de kinderarbeid afgeschaft was, werden de kinderen vroeg in de morgen op pad gestuurd om brood en 'koffie' te brengen. Het werkende gezin kwam 's avonds pas thuis tussen 21u00 en 22u00. Moeder was dan reeds wat vroeger naar huis vertrokken om alvast te koken. Het afgepeigerde gezin werkte de "stoemp" (aardappelpuree met groenten, meestal wortelen of kool, met uiensaus) zonder vlees (dat was te duur) snel naar binnen en gingen dan meteen naar bed. Vrije tijd voor de kinderen was bestond niet.
De huisvesting:
De huisvesting van de arbeiders was een geval apart. Dikwijls waren de huizen de naam woning onwaardig. De steenbakkerijbazen bouwden tussen de steenbakkerijen goedkope kleine huisjes met slechte verlichting, weinig toevoer van frisse lucht en slechts één gootsteen. Aan deze wasbak moest men wassen, afwassen en zichzelf wassen.
De terugval:
In de jaren '60 van de vorige eeuw kwam er stilaan concurrentie van andere bouwmaterialen, zoals beton. De aanmaak van bakstenen gebeurde ook meer en meer met machines. Maar voor de vele kleine baksteenfabrikanten waren die investeringen te duur. Gevolg; zij moesten hun deuren sluiten of gingen failliet. Vele steenovens werdenopgeblazen, waardoor ze als kaartenhuisjes in elkaar stortten. Vandaag de dag zijn er nog maar een paar steenbakkerijen in werking. Dit geldt zowel voor Nederland als voor België.
Vandaag de dag kan men het zware werkverleden nog opsnuiven in heel wat musea. De oude kleiputten hebben allang een andere bestemming gekregen: woonwijk, visputten, recreatiedomein...en soms een stortplaats.
Bronnen:
Zie Lithograaf.
Steenkeerder
Functie bij de steen- en pannenbakkerijen. De gevormde stenen/pannen, die te drogen liggen moeten op gezette tijden gekeerd worden.
Steenslijper
De steenslijper was werkzaam in de steendrukkerij. Het was zijn taak het oude beeld van de gebruikte lithostenen met de hand of machinaal weg te slijpen, waarbij hij uiteraard moest zorgen dat de steen volkomen vlak bleef. Na het slijpen moest hij de stenen greinen, d.w.z. van een enigszins geruwd oppervlak voorzien.
Steensnijder
Zie ook Lithograaf.
Dit was een chirurgijn die zich bekwaamd had in het verwijderen van blaasstenen, een afwijking die door een combinatie van vele factoren in de zeventiende en achttiende eeuw bijna een volkskwaal was. Deze afwijking ging bij het plassen met dermate intense pijn gepaard dat deze pijnen de lijder tot radeloosheid brachten. Deze was bereid alles te doen om verlichting te krijgen. In eerste instantie trachtte men door het inbrengen van buisjes en lange pincetten in de urine blaas de stenen verwijderd te krijgen, doch dat slaagde maar zelden. Lukte dat niet dan werd de hulp van een steensnijder ingeroepen. Vaak waren dit reizende meesters.
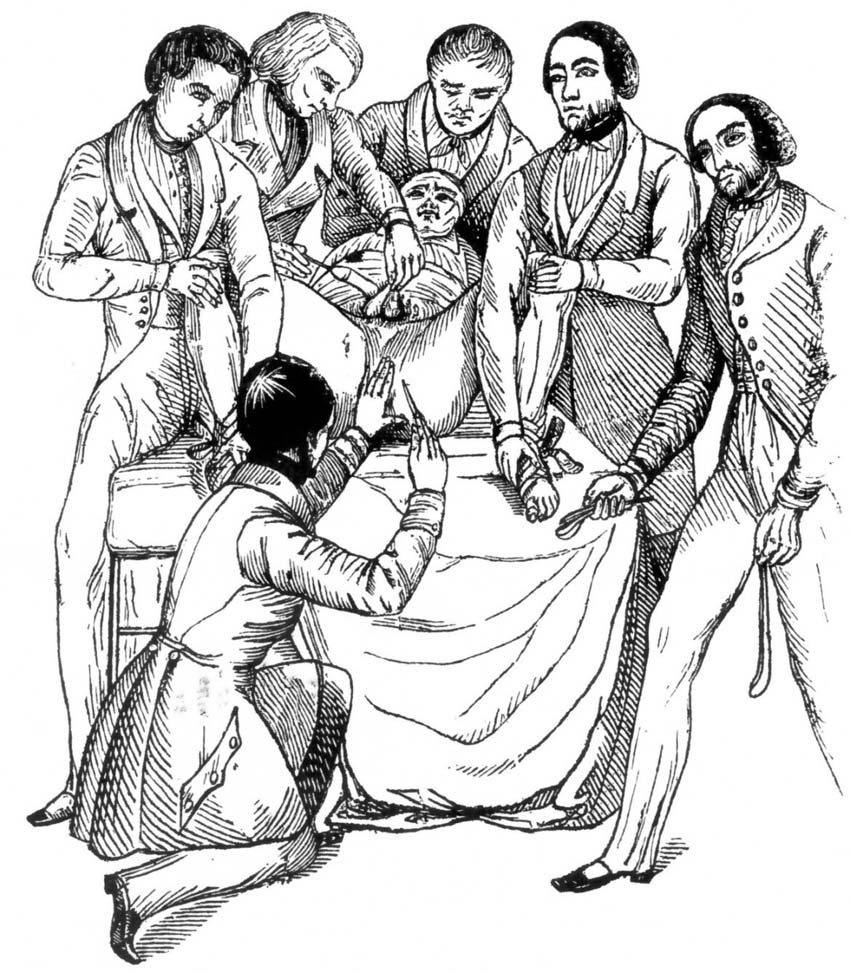
In sommige steden specialiseerden sommige chirurgijnen zich hierin. De bekendste operatie variant was dat men de blaasstenen trachtte te verwijderen via de endeldarm. Een snijdende vinger werd in de aars gebracht en door de endeldarmwand werd de blaas geopend, waarbij men trachtte betrokkene van de stenen te bevrijden. De sterfte ten gevolge van deze operatie was uiteraard hoog, doch sommigen overleefden de ingreep. In latere tijden heeft men de ingreep verbeterd door een andere snedenvoering, nl. een insteek met een lang mes in de richting van de blaas vanuit een steekopening tussen aars en zitknobbel.
Belangrijke belemmering bij de steensnede was dat de ingreep zonder verdoving werd uitgevoerd en bijgevolg de operatie met grote snelheid moest worden voltrokken.
In het handvest van Amsterdam, 966b van 1700 werd bepaald: Zal geen Operateur hier ter Stede eenige Operatie of Steensnydinge te doen, ten zy hy daertoe alvoorens van de Heeren Burgemeesteren bekomen hebbe Consent en Authorisatie.
Zie ook aparte artikel Blaasstenen (Dr. J.G. de Lint)
Bronnen o.a.:
JW. Koten in Ons Erfgoed, 2e jg pag. 52,53. Dokters, chirurgijnen en wat dies meer zij (2).
B.K.P. Griffioen, Doktersgereedschap van toen.
WNT
Blaasstenen
Bewerking van een hoofdstuk uit het proefschrift “Geneeskundige volksprenten in de Nederlanden” door Jan Gerard de Lint (1918)
Slechts een enkele maal heeft de verwijdering van een corpus alienum zo’n grote bekendheid gekregen, dat behalve vakkundige afbeeldingen, ook nog volksprenten over zo’n geval het licht zagen. Was in de enkele gevallen, die tot onze kennis gekomen zijn, misschien nog een andere factor in het spel? Zou reclamezucht zoo vreemd geweest zijn in een tijd, toen de chirurgie nog voor een groot gedeelte in handen was van rondtrekkende steen- en breuksnijders, om van de kwakzalvers niet eens te gewagen?
Zo op een plaat (afb.36), de afbeelding van een steen voorstellende, afkomstig van WYNAND CORSTEN, oud 19 jaar, zoon van CORST GYSBERTS, sluiswachter van de Binnen-Amstel-sluis, in de Utrechtsche dwarsstraat te Amsterdam woonachtig. Het onderschrift vertelt ons, dat de patiënt reeds een paar malen voor een blaassteen gesneden was zonder dat het corpus delicti door den operateur gevonden was en dat de steen later op den 21 Mei 1696 uit het scrotum zich door een „Gangraena” ontlast heeft. De jongen is toen behandeld en verder genezen door Mr. CHRISTIAAN BROUWER. De steen, ongeveer een 20 cm. groot, is halvemaanvormig gebogen, met een verdikking aan het eene einde, waarachter een enigszins ruwe oppervlakte te voorschijn komt, terwijl het andere uiteinde van de steen geheel glad is.
Het plaatje zelf, in breed 8 formaat, is ook uit een kunstoogpunt merkwaardig, daar voor de vervaardiging gebruik gemaakt is van een procédé, dat in Holland heel weinig toepassing gevonden heeft, namelijk van de kleurendruk in combinatie met de zogenaamde zwarte kunst.
Bij de steen van WYNAND CORSTEN treffen wij dus een geval aan waar de vis medicatrix naturae als helper in den nood optrad en het zoeven vermelde prentje zal zijn ontstaan wel te danken hebben aan de zucht om de onkunde der operateurs aan de kaak te stellen of om reclame te maken voor de medicus, wien het vergund was om tijdens de genezing de behulpzame hand te bieden.
JAN JANSZ DE DOOT, een smid te Amsterdam, heeft aan de natuur geen gelegenheid gegeven om hem van zijn kwaal te bevrijden maar zich zelf van een blaassteen verlost.
COMMELIN verhaalt het voorval in zijn beschrijving van Amsterdam (uitgave van 1726: 2de deel, blz. 1149) aldus: „In grasmaand deses Jaars 1651 gebeurde alhier een stoute en noyt gehoorde daad: zeker Smit voor desen van de steen gesneden zynde, vond sich na eenigen tyd weder behept met ‘t zelve quaal, en van pyn overvallen zynde, neemt een manhafte resolutie, en snyd met een broodmes op de zelve plaats, daar hy te voren gesneden was, een snee tot in de krop van de Blaas, en haalt de steen daar uyt; doch wierd daarna door hulp van een Arts en Heelmeester geneesen.”
Ook NICOLAAS TULP, den burgemeestermedicus van Amsterdam geeft in het vierde boek van zijn: „Geneeskundige waarnemingen” (Leiden, bij JURIAAN WISHOFF, 1740, blz. 445) een beschrijving van: „de ongehoorde stoutheid” van zijn tijd- en stadgenoot. Hij noemt hem JOHANNES LETHEAUS en vermeldt dan verder, dat deze smid „liever aan allerhande gevaren wilde onderworpen worden, dan het mes des steensnyders wederom te beproeven.” DE DOOT zond zyne Huisvrouw, „geen erg daarin hebbende”, naar de Vischmarkt en: „sneed moedig in de bilnaad, met een mes heimelyk van hem bereid en telkens slaande bragt hy den derden slag toe, eer de wond kwam tot die langt, welke de grootte des steens vereischte. Welke uithaling evenwel door de nauwe opening der wond hoe hy moeielijker vond, hoe hy meer poogde die, zyne twee vingers aan beide syden daar in gestoken hebbende, te verwyderen en daarmede kragtiger dringende, waar in het grootst belang van dit werk was, den steen eindelyk met zeer groot geraas en merkelijke scheuring der blaas uyt zyne schuilhoeken te dryven.” Uit het verder verhaal blijkt, dat de wond te groot was om gehecht te kunnen worden, zoodat er een opening overbleef, die echter onder ettering genezen is.
(Het verhaal komt het eerst voor in de 2de druk (1652) van NICOLAI TULPII Amstelraedamensis, Observationes medicae, Editio nova, libro quarto auctior et sparsim multis in locis emendatior. Amstelredami, apud L. ELZEVIRIUM. Later is het overgenomen in: „Miscellanae curiosa medico physica academiae naturae curiosorum, Lipsiae et Francofurti, 1671: Observ. CXCII.)
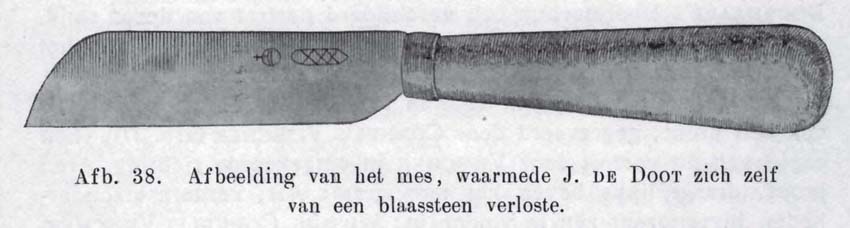
Dat JAN DE DOOT trots op zijn daad was en zich zelf tot een beroemdheid verheven gevoelde, blijkt wel uit de notariële acte, die hij spoedig daarna liet opmaken.
De 5de april 1651 sneed hij zich zelf van de steen en de laatste Mei van dat jaar was hij al bij Notaris PIETER DE BARY, die een acte opmaakte, waarin JAN DE DOOT, woonachtig in de Engelsche steeg, out omtrent 30 jaren, verklaart, geholpen te zyn alleen door zyn leerjongen, die hem het mes, mitgaders Edick en diergelyke bybragt.
Leiden bewaart in BOERHAAVE’S laboratorium een geschilderd portret van dezen smid, waarop hij is afgebeeld met een eigrote steen in de linker en het mes in de rechterhand. Dit schilderstuk is van de hand van GABRIEL METSU en stelt onze JAN voor in feestkleedij.
Er bestaat echter ook een prent, gegraveerd door CORNELIS VISSCHER (afb. 37), (Een kopie van dit portret door VISSCHER in omgekeerde richting, even groot, draagt links boven het monogram: AB, verdere bizonderheden hieromtrent zijn te vinden in: Wussin. CORNELIS VISSCHER, blz. 46.) waarop hij afgebeeld is in gewone kleding en met een hoge hoed boven het ongeschoren gelaat, waarvan de uitdrukking een zekere vastberadenheid verraadt, voldoende om te verklaren, hoe hij door radeloze pijn daartoe aangezet, zich zelf het lichaam kon opensnijden. Dat een dergelijk voorval een aanleiding zou wezen
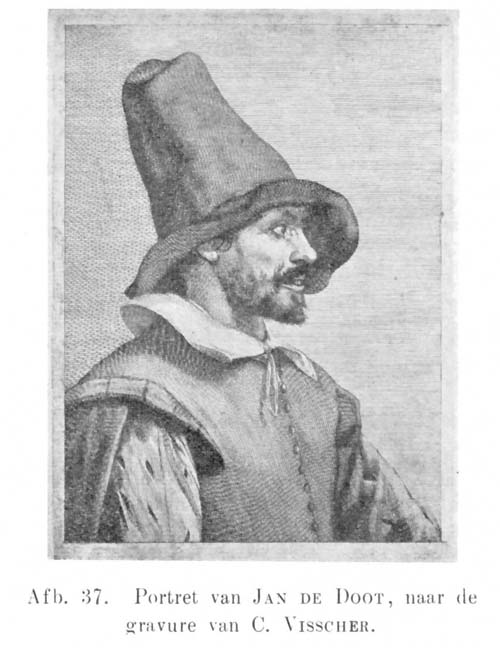
voor het ontstaan van volksprenten, ligt voor de hand en zoo bestaan er afbeeldingen van het mes (afb. 38) en van den steen (afb. 36). Bij sommigen is nog het vers gevoegd, dat volgens de notariële acte, door hem zelf: „met zyn eygen hand geschreven, gedigt of gecomponeert” is, (zie afb. 36).
Naschrift.
Het lijkt mij onwaarschijnlijk dat men heden ten dage nog op een dergelijk proefschrift tot doctor in de geneeskunde kan promoveren.H.M.L.)
Steenzetter
- stratenmaker, metselaar
- vuller van een steenoven bij de bakstenenindustrie
- plaatser van edelstenen in sieraden
- Persoon, die bij de aanleg en het onderhoud van dijken het talud van die dijken vormden met veelal vulkanisch gesteende als basaltblokken.
Op de afsluitdijk van de voormalige Zuiderzee is te hunner nagedachtenis een standbeeld opgericht.
Stelmaker
Functie in de wagenmakerij. De stelmaker is gespecialiseerd in de vervaardiging en reparatie van draai- en onderstellen van wagens. De wielen werden naar de smid gebracht die er de hoepels om smeedde.
In Mussel (Oost-Groningen) is een museum in de voormalige stelmakerij van de gebroeders Wever.
Stenograaf
O. a. werkzaam in de Kamers.
Was in staat en moest in verkort schrift (steno) de debatten opnemen. Als regel waren er meerdere aanwezig, die elkaar om de tien minuten afwisselden. Dr. Drees is zo zijn politieke carrière begonnen. Kamerstenografen haalden een opnamesnelheid van 250 woorden per minuut. Als systeem was in ons land vooral het systeem Groote populair. De snelheid werd bereikt door enerzijds een behoorlijke hoeveelheid afkortingen, die men moest leren, soms ook zelf te ontwikkelen, te gebruiken. Anderzijds door een bepaalde schrijfwijze aan te leren.
Het systeem Groote kwam er op neer dat in principe door de vorm van de neerhalen de medeklinkers liet ontstaan en de klinkers door de ophalen.
Het woord dal bijv. werd ![]() en het woord daal
en het woord daal ![]() .
.
Stenotypiste
Stenotypisten volgden hetzelfde systeem als de kamerstenografen. Zij namen in steno de dictaten op en werkten die op de schrijfmachine uit, o.a. brieven.
De minimum eis voor een examen waren, meen ik, ten minste honderd woorden per minuut. Een geroutineerde steno-typist(e) haalde 160 tot 250 woorden per minuut.
Stereotypeur
Als een krantenpagina was gezet en opgemaakt werd door middel van een preegpers van het zetsel een matrijs gemaakt door de stereotypeur. Op de zetvorm wordt daartoe matrijzenkarton gelegd. Met enorme drukkracht worden de beelden van de lettervorm in het karton geperst. De aldus ontstane matrijs gaat daarna naar de stereo-typie-afdeling. De gegoten rondstypen ondergaan soms nog enige nabewerkingen Geheel gereed worden de platen gemonteerd op de drukcilinders van de rotatiepers waarna de krant kan worden afgedrukt. Tientallen jaren was de hoogdrukrotatie de enige techniek waarin dagbladen werden gedrukt. Geleidelijk is de hoogdrukrotatie vervangen door de ofsetdruk waarmee ook een eind kwam aan het beroep stereotypeur.
Zie Bulloper.
Stijfster
Haalde linnen wasgoed door de stijfsel, zodat het gladder geperst of gestreken kon worden.
Stipster
Een stipster of drukster stempelt met stempels, gemaakt van kurken met spijkers of spelden, stoffen. Deze werden/worden met de kop in olieverf gedompeld en dan op stoffen afgedrukt, waarbij iedere stipster haar eigen favoriete motieven heeft.
Stoelenmatter
Vervaardiger en reparateur van met behulp van biezen vervaardigde stoelzittingen. Dit beroep komt ook tegenwoordig nog geregeld voor.
Stoelenmatter. De naam stoelenwinder komt in Friesland ook als achternaam voor. Het was geen rijk makend beroep.
Stoepier
Man die voor een winkel stond om de klanten naar binnen te lokken.
Stoker
- Voor de toepassing van elektriciteit en na het gebruik van windkracht kwamen stoommachines in gebruik als aandrijfkracht in fabrieken, op schepen en ook als aandrijfkracht op treinen en stoomtrams. In de tijd van de stoomboten en stoomlocomotieven was hij degene, die het vuur op peil moest houden zodat er voldoende stoom werd gegenereerd om de locomotief of het schip in beweging en op snelheid te houden. Aan boord van schepen begon men in toenemende mate Chinezen te gebruiken (Zie Pindachinees) (De stoker op een treinlocomotief werd officieel leerling-machinist genoemd).
- Persoon, die sterke drank stookte (bijv. brandewijn en jenever).
- Persoon die de oven van een pannenbakkerij op een constante temperatuur hield door naar de krimp van de steen en de ‘witheid’ van de vlammen te kijken.
De term werd ook wel in minder gunstige zin gebruikt, nl. als aanzetter tot ruzie, intrigant.
Stokkendraaier, stokkenmaker
Vervaardiger van wapenstokken, bezemstelen e.d.
Stouwster
Vrouw die de turf op een schip tussen de zijstapelingen van het schip stouwde en rangschikte.
Strandmeester, strandvonder, strandvoogd
Ambtenaar die het opzicht heeft over gestrande schepen en aangespoelde goederen.
Verkoper van strijpt, een gestreepte stof.
Wever van strijpt.
Strohoedenmaker, strohoeden fabrikeur
In de archieven van Dordrecht wordt in 1602 al een strohoedenmaker genoemd. Strohoeden werden van strobanen gevlochten of werden van zgn. stroweefsel gemaakt. Hollandse boerinnen uit de zeventiende eeuw droegen veelal strohoeden, die een ronde of spitse vorm hadden.
Strohulzen
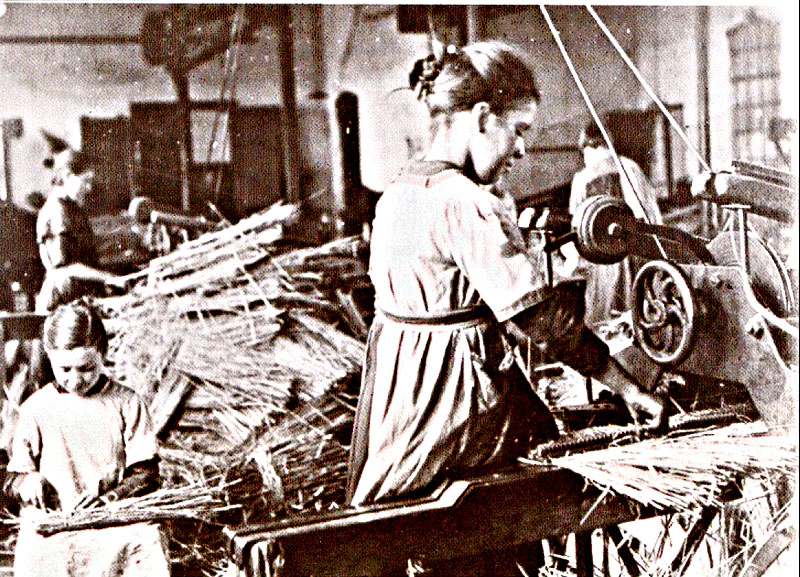 |
Het meisje op de voorgrond naait op een vlaknaaier stromatjes, |
Strohulzen en stromatten waren vroeger de enige soort verpakking waarin men flessen schadevrij kon vervoeren.
De productie van strohulzen en stromatten was oorspronkelijk een huisindustrie. Reeds in het begin van de zeventiende eeuw moeten de eerste strohulzen vervaardigd zijn in Noord-Duitsland en wel in de streek rond Osnabrück, een gebied waar de boeren veel rogge verbouwden. De rogge werd toen nog met de hand gemaaid. Dit lange stro werd schud- of schoofstro genoemd. Dit lange roggestro was het meest geschikt voor de vervaardiging. Nadat de rogge in de wintermaanden gedorst was, kwam het stro vrij. Op de velden kon men ’s winters niet werken en achter in de stal van de (Saksische) boerderijen hielden de zonen, dochters en knechten zich onder meer bezig met het maken van strohulzen. Deze waren oorspronkelijk vooral bedoeld voor het vervoer van wijnflessen, maar later ook meer en meer voor bierflessen. De grote bierbrouwerijen in het Noorden van Duitsland, in Bremen en Hamburg, vormden dan ook een goede afzetmarkt.
Deze primitieve strohulzenfabricage is na verloop van tijd ook doorgedrongen tot streken in Nederland en Noord-België waar op de arme zandgronden veel rogge werd verbouwd en men naar aanvullende middelen van bestaan zocht. Tot het begin van de twintigste eeuw bleef de vervaardiging van strohulzen vooral huisindustrie, al zijn er mogelijk hier en daar grotere werkplaatsen geweest. Echte fabrieken waren er nog niet. Handelaren kochten gewoonlijk de strohulzen op van de boeren met wie ze veelal vaste afspraken hadden gemaakt. Deze verkochten ze vervolgens aan de grote afnemers zoals brouwerijen en wijnhandelaren. Erg populair was deze tak van huisindustrie niet en zeker ook niet gezond: er kwam veel stof vrij, ook al omdat het stro met behulp van een soort grove rakel ontdaan moest worden van ongerechtigheden.
Erg lucratief zal deze thuisindustrie niet zijn geweest, zeker niet toen deze hulzen ook fabrieksmatig konden worden vervaardigd.
In het archief van de filantropische vereniging ‘Hulpbetoon’ (1873-1941, aanwezig in het Historisch Centrum Overijssel te Zwolle) wordt opgemerkt: “Andere werkverschaffingsprojecten betroffen het in bruikleen geven van mangels, het verstrekken van materiaal voor water- en vuurneringen (tot 1908), het maken van biezen- en strohulzen voor flessen (1894/95, en het vervaardigen van halsters voor paarden (1900/1901). Lang zijn deze werkzaamheden echter niet uitgevoerd.” Met andere woorden: ook de strohulzenproductie kwam daar niet van de grond.
Bij de huisindustrie was kinderarbeid een belangrijke factor. Uurlonen van 5 cent en hoger werden alleen behaald door volwassenen, zeer jonge kinderen haalden 2 tot 2½ cent per uur. De naaimachine werd gratis door de werkgever in bruikleen gegeven.
Erg lucratief zal deze thuisindustrie niet zijn geweest, zeker niet toen men eind negentiende, begin twintigste eeuw deze hulzen ook fabrieksmatig ging vervaardigen.
In het archief van de filantropische vereniging ‘Hulpbetoon’ (1873-1941, aanwezig in het Historisch Centrum Overijssel te Zwolle) wordt opgemerkt: “Andere werkverschaffingsprojecten betroffen het in bruikleen geven van mangels, het verstrekken van materiaal voor water- en vuurneringen (tot 1908), het maken van biezen- en strohulzen voor flessen (1894/95, en het vervaardigen van halsters voor paarden (1900/1901). Lang zijn deze werkzaamheden echter niet uitgevoerd.” Met andere woorden: ook de strohulzenproductie kwam daar niet van de grond.
De fabrieksmatige productie werd in verschillende delen van het land gestart, het meest daar waar dus rogge werd verbouwd en waar geen andere stro verbruikende fabrieken (bijv. strokartonfabrieken) actief waren. Voor zover ik heb kunnen nagaan waren de meeste in Brabant gevestigd, maar ook bijv. in Didam is er van begin 1900 tot circa 1935 een geweest als nevenactiviteit van herberg ‘De Harmonie’.
De eerste fabrieksmatige productie vond plaats in Groenlo, zoals uit onderstaand artikel blijkt, dat vermeld staat op de site van Groenlo waar de heer S. Damman ons attent op maakte:
“De schepper van deze industrie in ons land is kort geleden te Rotterdam overleden in den ouderdom van 79 jaar; hij heet H.J. Dievelaar. Volgens een verslag in de Nieuwe Rott. Ct. was hij een man van zelfstandige denkbeelden en initiatief, wien het in de wereld echter niet meegeloopen is. Belangrijke uitvindingen heeft hij niet gedaan, maar, nadat hij gedurende ruim 15 jaren als vertegenwoordiger voor een Rotterdamsche wijnfirma had gewerkt, kwam hij er toe, de fabricage van stroohulzen in Nederland in te voeren. Hij zag nl., dat alle stroohulzen steeds uit België en Frankrijk werden ingevoerd, en kwam toen op de gedachte, deze industrie in Nederland te grondvesten. Door zijn huwelijk geraakte hij in het bezit van eenig kapitaal, circa 2 ton; bovendien namen eenige andere kapitalisten deel in zijn onderneming; zoo werd een fabriek, De Eekhof, te Groenlo gebouwd, alsmede te Buitenpost.
Het gaf werk aan 500 menschen in een nieuwe nijverheid, ongeveer in de jaren 1880-1888. Weldra genoot Dievelaar een internationale faam door goede en goedkoope leveranties en bracht hij het zelfs zoover, de stroohulzen van de fabrieken te Groenlo en Buitenpost te kunnen uitvoeren naar Engeland, Frankrijk en België.
Hij kreeg op de tentoonstelling te Antwerpen in 1888 de Gouden Medaille voor het beste product en eveneens te Parijs. Het bedrijf werd zoodanig uitgebreid, dat ook in de gevangenissen te Groningen, Zwolle, Leeuwarden en Ommerschans voor zijn onderneming werd gewerkt. Zoo is hij er ook toe gekomen, over slechte toestanden in de Nederlandsche gevangenissen, vooral op het gebied van voeding, te schrijven.
Later voerde Dievelaar uit Frankrijk nieuwe machines in voor de stroohulzen-fabricage, doch het liep hem door verschillende omstandigheden tegen.
Dievelaar moest liquideeren en zijn gehele bedrijf in fabrieken en gevangenissen stop zetten. Steeds heeft dit échec aan zijn energie en leven geknaagd, doch hij blijft de man, die deze industrie in Nederland heeft ingevoerd, en nog vindt men de geëmailleerde borden aan oude stations in België met opschrift: H. J. Dievelaar, Fabrique de PailIons. Groenlo (Hollande).
R. SCHUlLING."
Rond 1900 was het vervaardigen van strohulzen één van de belangrijkste onderdelen van de verpakkingsindustrie. De in dit artikel gebruikte gegevens en illustraties zijn voornamelijk afkomstig van drie Brabantse fabrieken: te Leende, Tilburg en Uden1).
Na reiniging van het stro was in het begin de werkwijze als volgt: De arbeider of arbeidster nam een hoeveelheid stro, voldoende voor één huls. Dit stro had tweemaal de lengte van een huls. Het werd gelijkmatig uitgespreid op het heen en weer schuivende deel van de daartoe ontwikkelde naaimachine. Op de helft van de lengte werd er een stang dwars overheen gelegd en vastgeklemd. De helft van het stro, rechts van de stang, werd omgeslagen en eveneens met de stang vastgeklemd. Daarna begon het naaien of stikken, waartoe oorspronkelijk aan een zwengeltje werd gedraaid (later ging dat door aandrijving met behulp van een stoommachine of elektriciteit), waardoor twee of drie naalden in beweging werden gebracht en tegelijkertijd het deel van de machine waarop het stro lag van voren naar achteren bewoog. De aldus verkregen vierkante lap stro werd door een binster met behulp van een grof haakje en touw tot een huls samengebonden. Later kwamen rondnaaiers op de markt. Met deze machines konden de hulzen in één keer worden genaaid.
Voor het naaien in de fabrieken in Noord-Brabant was het gewone loon 6 cent per 100 stuks, voor het binden 5 cent. Per uur werden 110 tot 130 hulzen gemaakt.
|
Eigen smederij Catalonië. |
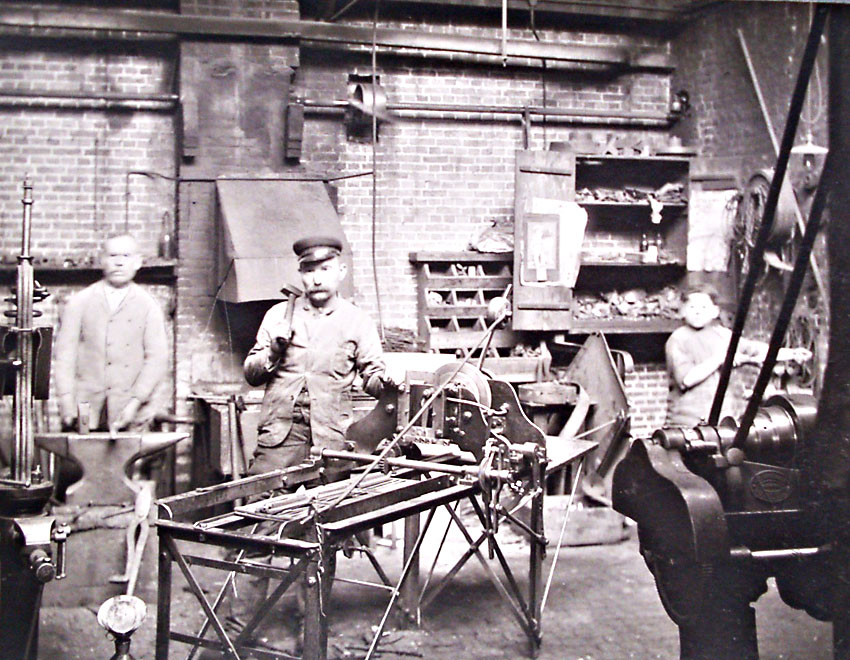
In 1900 richtte een bekende Tilburgse wijnhandelaar en industrieel H.J.M. Verbunt de ‘Tilburgsche Stroohulzenfabriek Catalonië’ op, voor die tijd een grote onderneming waar meer dan honderd mensen in dienst waren. In 1938 werd de strohulzenfabriek en glashandel verkocht aan de heer H.J.M. van Diessen. Veel jonge wevers werkten eerst enkele jaren bij Catalonië, dat in de volksmond 'De Strooikeet' heette. Het was een van de weinige plaatsen waar men op jonge leeftijd al iets kon verdienen.
Uit die beginperiode is nog een fotoalbum aanwezig met opnamen, die op het bedrijf betrekking hadden, waarvan mijn neef, H. v.d. Klugt, van de heer J.H.J.M. van Diessen (zoon van H.J.M.) een aantal opnames mocht maken. Uit deze foto’s blijkt dat de jongens meest achter de naaimachines stonden, waarmee de matjes werden gestikt, terwijl de meisjes voor de verdere afwerking zorgden. Voor de hulzen, die aan de bovenkant dicht moesten waren speciale machines beschikbaar, kopmachines. Uit de foto’s blijkt dat in dit bedrijf de naaimachines centraal werden aangedreven.
 |
Strohulzen naaien bij Catalonië. |
In hetzelfde pand was ook een handel in glasverpakkingen en een capsulefabriek gevestigd. In de laatste vervaardigde men (loden) capsules. Hier werkten zo’n vijftig vrouwen.
Deze strohulzenfabriek en de handel in glasverpakkingen werden in 1938 verkocht aan de Tilburgse zakenman H.J.M. van Diesen, die met zijn zoon, de heer J.H.J.M. van Diesen na de oorlog de zaak terug bracht tot een handel in glasverpakkingen. Later werd het bedrijf geleid door diens beide zoons.
|
Afwerken van de strohulzen Catalonië. |

Een andere strohulzenfabriek, eigendom van de familie Van Engelsen, Straw Works W.v. Engelen – Vughts Leende, te Leende werd in 1912 gesticht door Willem van Engelen 2). Een van de werkneemsters was Betje Huijbers van Zon. Ze heeft ongeveer zestien jaar bij ‘den hulzenpik’ gewerkt: van haar 13e tot haar 29ste levensjaar. Zij vertelde: “Het was hard werken. Wij meisjes, moesten strooien matjes met een soort haaknaald aan elkaar vlechten, zó dat ze een huls vormden. Die hulzen moesten flessen tijdens transport beschermen.
De mannen en jongens deden het zware werk. Een jongen die na afloop van zijn schooltijd begon te werken ontving per week een rijksdaalder. Vanaf zijn zestiende kreeg hij jaarlijks per week een kwartje opslag. Een meesterknecht haalde negen gulden.
De meisjes in de fabriek mochten niet praten, want dat leidde te veel af. Er werd wel veel gezongen, dikwijls godsdienstige liedjes. Zij stonden in stukloon en konden als ze flink doorwerkten een gulden of vijf per week verdienen. Ze sloofden van zeven tot zeven uur en hadden middagpauze van twaalf tot half twee. ’s Zaterdags duurde het werk van zeven tot twaalf uur, maar dan moesten ze nog hun machine schoonmaken, zodat ze pas tegen half twee thuiskwamen. Met Leende-kermis werd er niet gewerkt. Dan werd wel de boetepot onder het personeel verdeeld.”
Volgens de streekhistoricus Jean Coenen beurden de boeren in 1897 voor een kar recht stro 15 à 20 gulden. Volgens de oudste zoon van de oprichter deed het stro in zijn tijd maar negen gulden per kar en alleen als die goed volgeladen was. Er kon dan net een ton op.
In Leende was de maximale productie 350.000 strohulzen per week. De beste hulzenmaakster daar was Anna van der Palen, die 16.000 hulzen per week kon maken. Van de productie werd ongeveer 90 procent geëxporteerd naar Engeland en Schotland. In Leende had men, anders dan bij Catalonië, geen eigen smederij. De plaatselijke smid verrichtte de reparaties. Hij gooide dan zondags de gelaste spullen in het schaftlokaal, waarna Henk van Engelen de reparaties uitvoerde want 's maandags moest alles weer draaien. Tijdens de Tweede Wereldoorlog vervielen de export mogelijkheden. Het bedrijf werd, evenals de andere nog bestaande strohulzenfabrieken, voor de keuze gesteld: ontmanteling van de fabriek of voor de bezetter gaan werken. Mede uit het oogpunt van de werkgelegenheid koos de familie Van Engelen voor het laatste. Dit laatste op voorspraak van de HISFA. Het gevolg was wel dat de Ondergrondse hun twee fabrieken en de stro-opslagplaats in de brand schoten. In die tijd zat er al niet zoveel perspectief meer in de strohulzenproductie, zodat men op de productie van bouwplaten wilde overgaan, de zgn Halmplank, nadien Stramit platen.
|
Opslag en transport van strohulzen. |
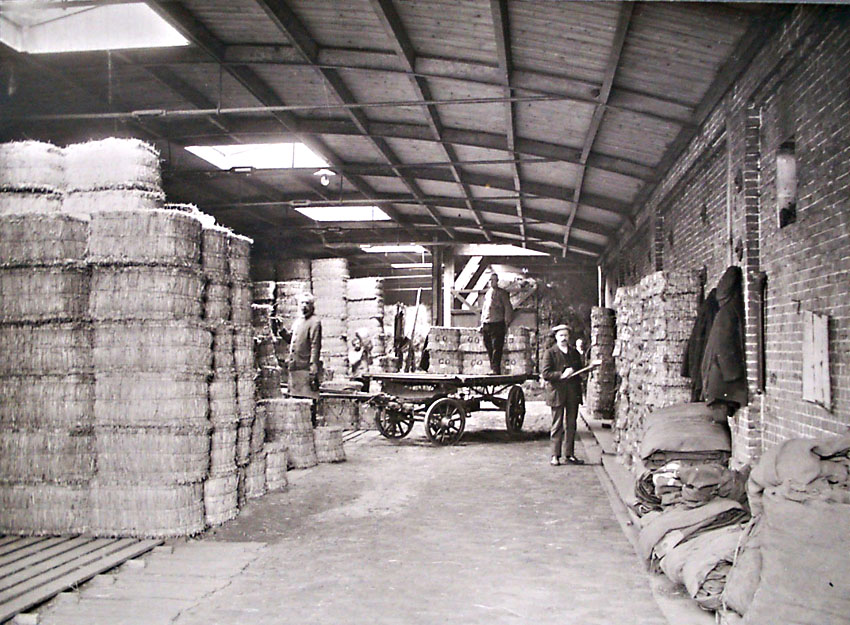
In 1914 brak de Eerste Wereldoorlog uit. Nederland wist neutraal te blijven maar ons buurland België werd in 1914 grotendeels door Duitse legers bezet. Vele Belgen vluchtten naar ons land. Een deel van hen kwam terecht in een groot vluchtelingenkamp in Uden, waar zich ook een klooster bevond van de orde der Kruisheren. Deze Kruisheren trokken zich het lot van de Belgen uit dat kamp aan en organiseerden o.a. een kleine werkplaats om strohulzen te maken. Onder de vluchtelingen waren er die reeds bekend waren met deze tak van industrie en die zelfs eenvoudige houten machientjes op hun vlucht hadden meegenomen. Deze machientjes, vaak van Duitse origine, waren regelmatig kapot en moesten dan gerepareerd worden. Zij kwamen daartoe terecht bij P.M. Diks (Piet Diks), een getalenteerd (edel)smid. Hij repareerde de machientjes en begon bepaalde delen te vervangen door metalen onderdelen. Na verloop van tijd bouwde hij geheel metalen machientjes. Oorspronkelijk waren deze machientjes vlaknaaiers: men stikte er matjes mee, die ook hier door een tweede persoon tot huls werden ‘gehaakt’. Later ontwikkelde hij (halfautomatische) rondnaaiers. Reeds voor de Eerste Wereldoorlog ging M.J. van den Heuvel (Mathijs) met strohulzenmachientjes naar de boeren in de omgeving van Uden, die als bijverdienste strohulzen maakten. Hij coördineerde deze huisarbeid, verzamelde de strohulzen en verkocht ze door aan brouwerijen, apothekers en drogisten. Ook zijn defecte machientjes gingen naar de heer Diks. Mede in samenwerking met de vader van de heer Van den Heuvel ontwikkelden ze in 1916 een tweetal octrooien. In 1917 brachten de drie heren hun samenwerking in een firma onder om strohulzenmachientjes te fabriceren en te verkopen. Het was de eerste poot van het latere DICO 3).
Een viertal machines ontwikkeld en verhandeld door Coenen & Co
1. Kopmachine voor hulzen die aan de bovenzijde gesloten moesten zijn.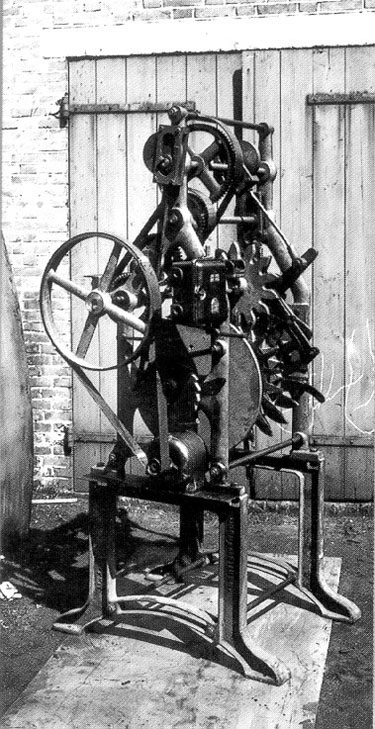 |
2.Rondnaaimachine. |
3.Pers om strohulzen tot hanteerbare balen te persen. |
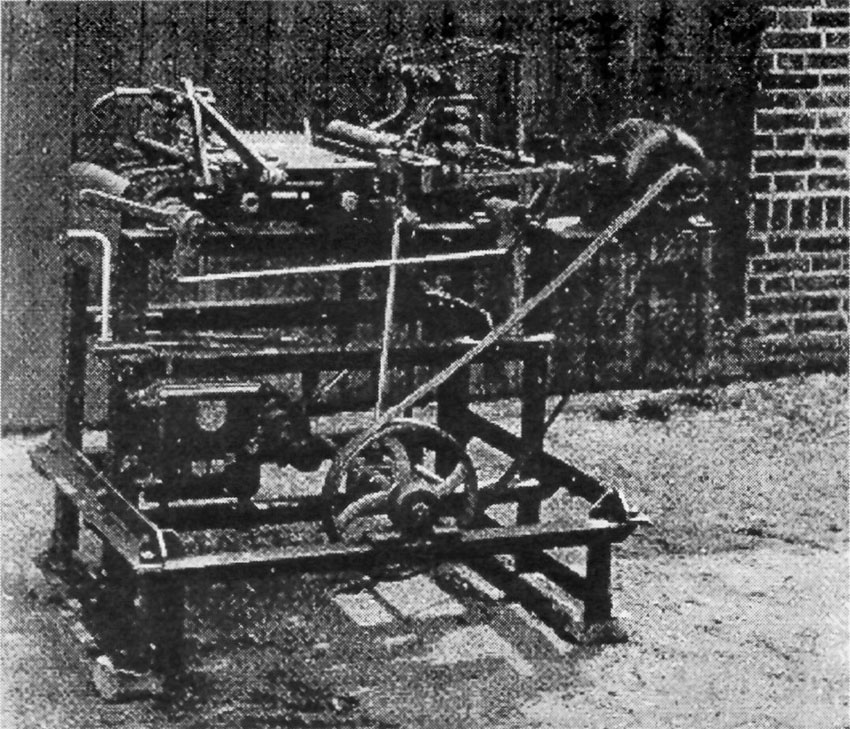
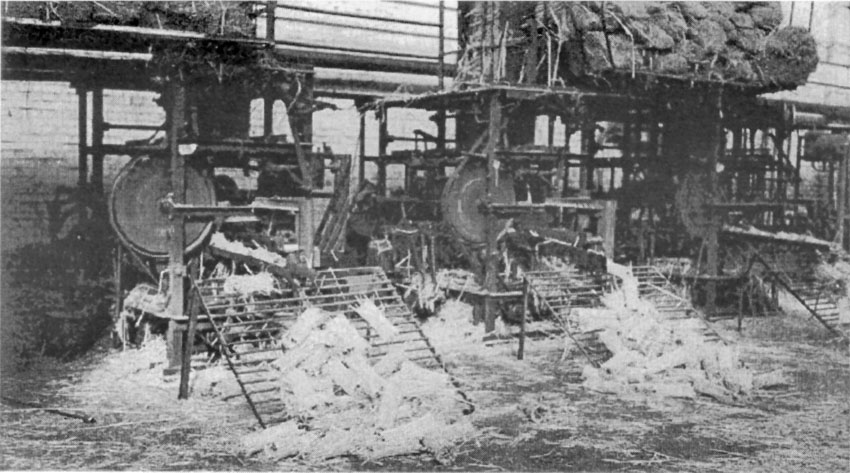
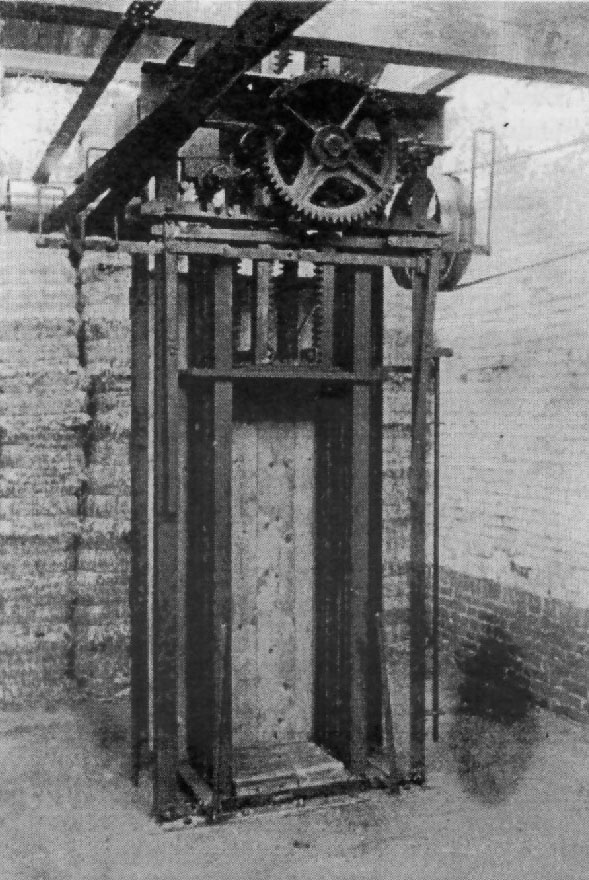
Omdat de machines die de heer Diks ontwikkelde beproefd moesten worden ontstond er een flinke voorraad strohulzen. Men vond het zonde die weg te moeten gooien en al snel rijpte het idee een tweede fabriek te beginnen, die zich bezig hield met het maken van het eindproduct. Dat was veel minder conjunctuurgevoelig dan de machinehandel.
In 1917 werd daartoe de firma Coenen & Co opgericht door de heren Gerrit Coenen en Piet Diks. Gerrit was ook al in 1917 tot Diks & van den Heuvel toegetreden. In 1920 traden Matthijs van den Heuvel en zijn moeder toe tot de firma Coenen & Co, maar beiden verlieten in 1928 beide firma’s. De machinefabriek vervaardigde vooral halfautomatische rondnaaiers, die door één persoon bediend konden worden, maar ook kopmachines, persen waarmee de strohulzen tot handzame balen werden geperst, strosnijbakken,strokoordmachines en diverse onderdelen. Dit bedrijfsdeel telde in het midden van de jaren dertig zo’n vijftien werknemers. In de strohulzenfabriek waren aanzienlijk meer mensen actief. Er werd in drie ploegen gewerkt. Elke rondnaaier werd door één persoon bediend. Dit werk gebeurde door vijftig tot zestig (veelal jonge) vrouwen. Daarnaast waren er voor het onderhoud van de machines drie mannenin dienst. In de periode tussen de wereldoorlogen produceerde het bedrijf jaarlijks gemiddeld veertig miljoen strohulzen. In de topjaren soms tot zeventig miljoen.
In 1935 bereikte Piet Diks zijn ideaal, een volautomatische strohulzenmachine, een machine waar het stro aan de ene kant werd ingevoerd en de strohulzen aan de andere kant er kant en klaar uitkwamen.
Tot dat ogenblik had de firma alle Nederlandse en buitenlandse strohulzenfabrikanten voorzien van halfautomaten. Men besloot deze volautomaat alleen maar aan het eigen bedrijf te leveren. Hiermee creëerden ze voor zichzelf min of meer een monopoliepositie, want geen andere fabriek kon zich meten met hun volautomaten. Slechts een vijftal bedrijven wist de omwenteling van de volautomaat te overleven, zodat de machinefabriek echter bijna al zijn klanten verloor. Voor deze fabriek zocht en vond men echter andere mogelijkheden (onder de nieuwe naam Dico o.a. bedden en matrassen).
De Tweede Wereldoorlog maakte abrupt een einde aan de goede jaren van de strohulzenfabriek. Ook zij kregen het ‘verzoek’ aan de Duitse overheid te leveren. Ook hier gold: leveren of ontmanteld worden, waarna de machines naar Duitsland zouden worden verplaatst. Ook zij kozen voor leveren. Ze hadden tenslotte enkele tientallen werknemers in dienst voor wie werkloosheid dreigde en mogelijk tewerkstelling in Duitsland.
Na de geldzuivering van 1948 en de uitgebreide Marshallhulp kwam de productie en export van strohulzen weer op gang.
De monopoliepositie van het bedrijf maakte dat de concurrentie met alle al dan niet geoorloofde middelen trachtte in het bezit van de volautomaten te komen. Reeds in de oorlog was er al min of meer een vorm van samenwerking tussen de overgebleven bedrijven ontstaan. Na de oorlog gingen de vier groten daadwerkelijk samenwerken, waarbij de volautomaat in licentie ook aan de overige strohulzenfabrieken werden geleverd.
De topjaren van de strohulzenindustrie lagen in de tweede helft van de jaren vijftig in de vorige eeuw. Daarna trad een snelle teruggang op. In de eerste plaats ontwikkelde men nieuwe verpakkingsmethoden (karton en plastic), ten tweede begon na de oorlog het soort stro te verdwijnen dat voor strohulzen geschikt was. Het maaien met de hand of eenvoudige maaimachines werd vervangen door combines, die maaiden, dorsten en het stro tot balen persten. Het gevolg was dat de prijzen voor bruikbaar stro, schudstro genaamd, steeds hoger werden. Betaalde men in 1940 voor een ton stro nog f 10,--, in 1958 was deze prijs opgelopen tot f 300,--. Bovendien gebruikten de bottelarijen liever het nieuwere verpakkingsmateriaal. De strohuls was een natuurproduct en twee hulzen waren nooit exact hetzelfde. Bovendien bevatte een baal strohulzen veel zand en stof, terwijl de bottelarijen juist steeds schoner werden. Qua hygiëne en mechanisatie had de kunststofverpakking de toekomst. Binnen enkele jaren kwam hier te lande dus een eind aan de strohulzenproductie.
H.M. Lups.
(Ons Erfgoed, 12e jg. p. 16-23)
Met dank aan de heren:
P. Willems (auteur, die een artikel schreef over de strohulzenfabriek te Leende)
J.H.J.M. van Diesen (oud directeur van Catalonië)
G.A.S.P. Coenen (oud directeur van Coenen & Co)
W.J. van Engelen (zoon van de vroegere directeur, Henk van Engelen en kleinzoon van Willem van Engelen, de oprichter van Straw Works W. v. Engelen-Vughts Leende)
H. Lunenborg (Afd. Bibliotheek/Documentatie van het Openluchtmuseum te Arnhem)
Noten:
1) Onderzoekingen naar de toestanden in de Nederlandse huisindustrie; deel 2 (1912), Hoofdstuk XXII, Stroohulzen maken.
2) Ontleend aan een artikel van de heer Piet Willems uit 1996.
3) Veel informatie en enkele foto’s konden ontleend worden aan het gedenkboek For a world wide good night, gedenkboek verschenen ter gelegenheid van het 75 jarig bestaan van Dico, auteurs J. Verhoog en H. Warmendam dat de heer Coenen ons daartoe verstrekte.
Stroommeester
Ambtenaar belast met het toezicht op de (water)stromen. Amsterdam bijv. kende in de achttiende eeuw een Opzigter van het Groot Haven- en Stroommeesterschap.
Bron:
(WNT)
In de Amsterdamsche siroopfabriek van J.H. Lodewyks op de Elandsgragt no. 47 is te bekomen beste en welsmakende stroop, gemaakt van inlandsche producten tegen 6 stuivers het pond. Zynde dezelve aan deugd en smaak van de ordinaire suikersiroop niet te onderscheiden. En gebrande siroop, die aangenamer is dan de gewoonlijke, tegen 16 stuivers het pond. Brieven en fusten franco.
Amst. Crt., den 22sten van Wintermaand 1810.
15 augustus 1811 was de prijs gestegen tot 7 stuivers het pond en 6 bij 100 pond, maar de smaak was “in deugd en smaak” veel verbeterd. De gebrande stroop of koffiestroop kostte 3 september 1811 per 100 pond 15 stuivers het pond. Een andere stroopbrander. Cottlieb Lindeman in de Koningstraat no.65, had dit artikel 30 Juni 1808 voor 13 stuivers het pond aangeboden.
Door deze bedrijven werd kennelijk koffiestroop gebrand uit melasse en suiker als vervangingsmiddel voor de zeer schaarse koffie, ogenschijnlijk de voorloper van het blikje Buisman (sedert 1867), dat voor en eerst ook na de Tweede Wereldoorlog in bijna iedere keuken voorkwam. (Ook elders werd wel koffiestroop vervaardigd, o.a. in Tiel). Wel kende men reeds in de achttiende eeuw als vervangingsmiddel van koffie gebrande cichoreiwortels, maar dit product smaakte bitter.
Stroopkoker
Als in de herfst de appels en peren rijp waren, was de oogst als regel te groot om direct te consumeren. Uit mijn jonge jaren herinner ik mij dat bij mijn Groningse grootmoeder de appels onder meer geschild werden en van de klokhuizen ontdaan. Daarna werden ze aan een dun touw geregen en gedroogd. Waren ze eenmaal droog, dan werden ze in blikken trommels opgeslagen en bewaard voor gebruik. Een andere conserveringsmogelijkheid was het tot stroop koken van appels en peren. Het schijnt dat onze Germaanse voorouders die bewaartechniek al kenden. Vooral in Limburg is deze techniek lang in stand gebleven. Ieder dorp had wel een of meer stroomkokers. Eigenlijk zijn deze door de fabrieksmatige productie in ons land nagenoeg verdwenen. Slechts op een of twee plekken (Klimmen en Eckelrade) wordt de stroop nog op ambachtelijke wijze gemaakt, terwijl er ook nog twee fabrieken zijn/waren die deze stroop op traditionele wijze vervaardig(d)en. Eenzelfde beeld is voor België van toepassing.
 |
Strooppersen de Ionker (1986 naar streekmuseum) |
Voor de tradionele appelstroop werden ook peren toegevoegd, voor de perenstroop werden appels toegevoegd. Het fruit werd/wordt eerst gekookt onder een doek op en laag pitje. Deze pulp ging in lagen in gescheiden door doeken in een houten pers. Dat sap ging naar een tweede ketel waar het tot stroop werd ingekookt tot de juiste dikte en kleur. Van het oorspronkelijke vruchtenmengsel blijft zo’n 13 kg stroop over. Vroeger bewaarde men deze stroop in Keulse potten.
Stroopkoken was een beroep dat van vader op zoon overging. Iedere stroopkoker had zijn eigen en geheim gehouden recept.
De appelstroop die men tegenwoordig in de supermarkt koopt bestaat als regel uit 5 % appel- en 95% beetwortelsap.
Stroosplitter
De stroosplitter splijtte stroo, o.a. ten behoeve van de stroohoedenindustrie.
Strovlechter
Vervaardiger van gebruiks- en siervoorwerpen uit verschillende soorten stro. Vroeger (na de oogst) en ook nu vooral in de hobbysfeer.Stukkenkeurder
Persoon die de stukken keurde in een weverij.
Men onderscheidt de rond- en de vlakstypeur.
Bij het produceren van kranten werd een zetvorm, een gezette en opgemaakte krantenpagina, niet rechtstreeks gebruikt voor het drukken. Van die zetvorm perste de stipeur met behulp van een preegpers of kalander eerst een (kartonnen) matrijs. Van deze matrijs werd in een gietapparaat vervolgens een vlakke of ronde styp gegoten, die gemakkelijk in de krantenpers kon worden ingesloten en afgedrukt. De vlakke stypes waren bestemd voor vellenpersen, de ronde voor de rotatiepersen. Na gebruik werden ze weer gesmolten en waren zo weer geschikt om de volgende matrijs te gieten.

In 1603 waren er in Amsterdam drie suikerbakkerijen, in 1661 reeds 60 en in 1771 zelfs 110. Ook elders waren er suikerbakkerijen. Rotterdam was de tweede suikerstad en Dordrecht de derde. In 1793 schreef Jan Hendrik Reisig, suikerraffinadeur uit Amsterdam en mede eigenaar van de suikerraffinaderij “De Drie Suykerbroden” aan de Lauriersgracht, het eerste boek over de suikerraffinaderij. Zij raffineerden de geïmporteerde suikerbroden tot voor de consumptie geschikte suiker.
Lit. o.a.
J.J. Reese: De suikerhandel in Amsterdam.
H.W.G. van Blokland-Visser, 300 jaar handel in suiker 1695-1905 Dordrecht)
Jan Hendrik Reisig, De suikerraffinadeur (1793)
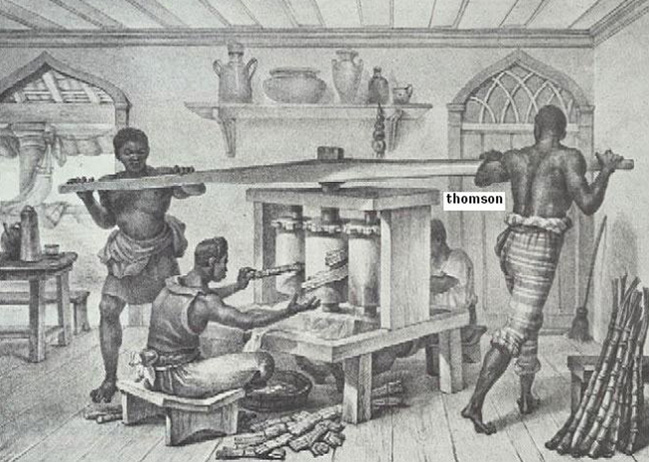

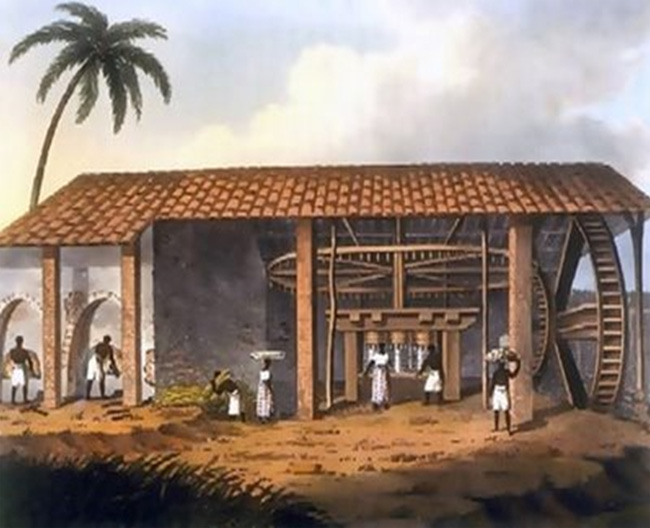
In de vierde eeuw voor het begin van onze jaartelling kwam de eerste vorm van suikerriet voor in Europa.
In de vijfde en zesde eeuw werd het raffineren in de Arabische gebieden, (Zuid Spanje) waar de suikercultuur al draaide op het gebruik van slaven.
In de twaalfde eeuw namen de kruisvaders de techniek van het suiker raffineren mee naar West Europa.
In 1233 zou de eerste suiker naar Nederland zijn gekomen.
In de vijftiende eeuw begonnen Spanje en Portugal met het veroveren van gebieden, waar ze kolonies van maakten, die o.a. geschikt waren voor de teelt van suikerriet.
Rond 1550 begon de teelt in Zuid Amerika, mogelijk door het gebruik van vele slaven.
Uiteraard zagen ook de Hollanders wel wat in de suikerhandel. 1621 werd de W.I.C. opgericht en in 1630 werd een deel van Brazilië veroverd. Daar waren toen al 137 suikermolens op grote suikerplantages. De suiker werd in de koloniën niet volledig geraffineerd, maar tot halfgeraffineerde ruwe gestolde kegelvormige suikerbroden van ongeveer 16 kilo verwerkt, die werden geëxporteerd en o.a. in ons land verder verwerkt door de suikerbakkers.
Het suikerriet werd destijds met de hand gekapt, van bladeren ontdaan en dan op karren naar de suikermolen gereden. Daar werden de stukken suikerriet geplet en uitgeperst. Het suikerwinningsproces verliep globaal als volgt:
Het persen gebeurde op verschillende manieren: handkracht door slaven, door een rosmolen, door wind- of waterkracht. Het verkregen sap werd gereinigd met behulp van ongebluste kalk. Het neergeslagen slib werd verwijderd, waarna de suikeroplossing werd ingekookt. De verkregen ruwe bruinige suiker in de vorm van de reeds genoemde suikerbroden werd dan o.a. geëxporteerd naar verschillende steden in ons land.
Suikerwerker
Persoon werkzaam in een suiker(werk)fabriek.
Sulverpriemer
Verkoper van zwavelstokjes.
Een suppoost was in het algemeen een oppasser of deurwachter.
Surnumerair
Surnumerair is iemand die boven de normale bezetting aangesteld is, hetzij om in een functie ervaring op te doen, hetzij om blijk te geven van zijn of haar bekwaamheden.
  |
Sweelsters (fragmenten schilderij Brueghel) |
Vrouwen, behulpzaam bij de hooioogst.
Met hun harken gooiden zij het hooi ter verdere droging om of haalden zij het bij elkaar op hopen die gemakkelijk op de wagen geworpen konden worden.
Bron:
Agrarische geschiedenis van Nederland, 1986, meerdere auteurs, uitg. Uniepress/Staatsdrukkerij, pag.65.
Sweertvager
Zwaartveger. Iemand die steek- en slagwapens afwerkte. Zijn voornaamste werk was het polijsten van zwaarden, degens en dolken (dikwijls ook wapensmid)
Bron:
J. Spendel, Smid in familienamen.
Smid die zwaarden vervaardigde.
Beëdigde nachtwaker.